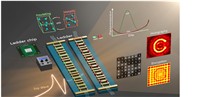
High-quality and real-time holographic imaging based on dynamically tunable metasurfaces has attracted immense interest. Despite remarkable progress, the complex electrical pattern designs and slow-speed near-field scanning terahertz (THz) microscopy systems have significantly hindered the development of real-time electrically tunable metasurface holography in the THz band. We propose and experimentally demonstrate an electrically tunable vanadium dioxide (VO2)-based active metasurface that can generate real-time bias-controlled holographic information via a THz focal plane imaging system. By elaborately designing “microladders” integrated with VO2 pads, the device exhibits low power consumption (∼0.8 W) and real-time imaging (∼4.5 s). The quantitative method is theoretically utilized to investigate the thermal parameters dependent thermodynamics of the “ladder” metasurface based on theoretical analysis with the aid of thermal modelling. The calculated dynamic response time based on the quantitative thermodynamic model agrees well with experimental results. Our study can be used to propel the development of THz electrically tunable metasurfaces for low-power-consumption dynamic, real-time displays, and information encryption, providing crucial insights for future optimization of VO2-based electrothermally tunable holographic metasurfaces.
Erbium-doped/erbium-ytterbium co-doped waveguide amplifiers (EDWAs/EYCDWAs) have received much attention as essential components within large-scale functionalized silicon-based optoelectronic (SBO) chips for their remarkable ability to amplify optical signals on-chip at the communication band combined with their potential application across diverse fields. We reviewed the research progress of EDWAs/EYCDWAs comprehensively. In particular, the research advancements concerning amplifiers constructed with diverse host materials are introduced in detail, and the gain limitations of the waveguide amplifiers are thoroughly analyzed from multiple perspectives, such as host materials and innovative structural designs. Subsequently, the preparation processes of the gain medium and waveguide structure in EDWAs/EYCDWAs are discussed, and their common application scenarios and commercial applications are summarized. In addition, an assessment is carried out on the challenges encountered by EDWAs/EYCDWAs. Finally, a discussion is held on their potential applications and development prospects in the field of SBO chips, with the aspiration of providing valuable references for the development of EDWAs/EYCDWAs.

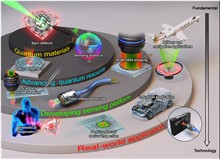
Quantum sensing aims to detect signals with unparalleled sensitivity, potentially surpassing classical limitations. Solid-state spin defects, particularly nitrogen-vacancy centers in diamond, have emerged as promising platforms due to their long coherence time, optical addressability, high field sensitivity, and spatial and spectral resolution, making them ideal for sensing and imaging applications. Their compact size and robust performance under room temperature and ambient conditions further enhance their suitability for real-world applications. We provide an overview of quantum sensing principles and explore efforts to improve sensor functionality, including advanced sensing protocols, spatial imaging techniques, and integration with optical systems to enhance detection efficiency. We also highlight recent progress in the applications of these sensors across various use cases, including biomedical diagnostics, semiconductor device inspection, and industrial and military applications.
A technique developed to accurately simulate the amplification of back-reflected light through a multi-petawatt laser system is presented. Using the Frantz–Nodvik equation, we developed an iterative algorithm to simulate the amplification of the main beam as it propagates through solid-state multipass amplifiers, while also accounting for back-reflections from experimental targets and the residual gain within the crystals. Our technique builds on the theoretical model by estimating the energy levels after multiple passes through all amplifiers and refining the simulated data using a brute-force optimization algorithm. We also demonstrate an application of this tool aimed at evaluating machine safety: optimizing the laser system to minimize crystal gain in the post-pulse regime and, consequently, the amplification of back-reflections, while taking advantage of the B-integral.

This study presents a laser-based technique for fabricating nano-holes with tunable axial morphology on fused silica using ring-lens-tailored Bessel beams. Unlike conventional axicon-based Bessel methods, this approach effectively controls the beam’s axial intensity peak by simply adjusting the ring-lens radius (R). By combining theoretical simulation and experimental validation, we demonstrate that the nano-hole morphology can be precisely tuned by modulating the beam’s initial energy peak. A taper entrance can be formed, with the taper angle effectively controlled within 52° by adjusting R from 1.25 to 2.50 mm. When R exceeds 2.50 mm, the axial energy distribution becomes uniform and leads to the disappearance of the taper, resulting in a standard cylindrical hole and offering a clear process window for controlling the nano-hole morphology. This single-pulse ablation method advances precision nano-manufacturing by enabling the efficient fabrication of customized nano-holes, with potential applications in photonics, microfluidics, and other nano-engineering fields.
We present the dispersion-managed mode-locked pulse generation in the Er-doped fiber laser in this work. The linear cavity laser scheme is implemented with an all-fiber ring serving as the total reflection mirror and a semiconductor saturable absorber mirror (SESAM) as the mode-locker and non-transparent mirror. The dispersion compensation is applied to change the net dispersion from anomalous to normal dispersion, which integrates mode-locked regimes in the -0.495-+0.197 ps2 net-cavity-dispersion range by incorporating different lengths of the dispersion compensating fiber (DCF). The noise-like mode-locked pulse and conventional soliton are observed during the net-cavity-dispersion variation process. In addition, the homemade mode-selective couplers (MSCs) are utilized to realize high-mode-purity orbital angular momentum (OAM) outputs based on the mode superposition principle.

This study proposes a dual-parameter sensor to simultaneously measure curvature and temperature using a 3D-printed seven-core optical fiber inscribed with a fiber Bragg grating (FBG). The seven-core fiber used was prepared by 3D-printing fiber technology of great flexibility in both structure and material. Attributed to the asymmetrical structure of this 3D-printed fiber, the sensor is capable of distinguishing the bending directions. Furthermore, the sensing characteristics and the directional recognition mechanism of the sensor are analyzed through both theoretical simulations and experimental investigations. The proposed sensor incorporates two sensing elements, specifically the Mach–Zehnder interferometer (MZI) and FBG. The combination of the MZI and FBG in the sensor enables simultaneous measurement of curvature and temperature. This vector sensor has a sensitivity of 25.782 nm/m-1 in the curvature range of 0–1.518 m-1, when the bending is applied along the defined direction of 30°. Within the temperature range of 20.0–110.0°C, the temperature sensitivity is 34 pm/°C. Experimental results validate the excellent performance of the proposed sensor, providing an efficient and scalable solution for dual-parameter sensing in future industrial and environmental applications.
Dual-comb hyperspectral digital holography (DC-HSDH) is an emerging technique employing two optical frequency combs with slightly different repetition frequencies for hyperspectral holographic imaging. Leveraging the unique capabilities of dual-comb interferometry (DCI), DC-HSDH enables the acquisition of phase maps and amplitude maps for multiple wavelengths in parallel, showcasing advantages in imaging speed and robustness. This study introduces a simplified DC-HSDH system based on spatial heterodyne DCI. It reduces the number of required optical devices in comparison to conventional DC-HSDH systems, leading to a streamlined system structure, reduced electric power consumption, and enhanced optical power efficiency. Additionally, it effectively improves the space-time bandwidth product by doubling the temporal bandwidth efficiency. Experiments were performed to validate the system. The proposed system successfully retrieved the three-dimensional profile of a stepped reflector without ambiguity, and the transmission spectrum of an absorbing gas was obtained simultaneously.
The gravimeter inclination is a significant parameter for cold atom gravimeters, and the counter-propagating Raman beams should be exactly parallel to the local vector of gravity. The tiltmeters, essential devices in cold atom gravimeters, are used to determine the optimum inclination of Raman beams and compensate for the inclination error. However, the conventional tiltmeters may lead to system errors in cold atom gravimeters due to insufficient nonlinearity and drift. In this study, we establish an optical interferometer inside the cold atom gravimeter by placing a hollow beam splitter plate in the path of the Raman beams. This optical interferometer acts as a tiltmeter to measure the inclination change of the Raman beams without influencing the gravity measurement. We prove that our optical tiltmeter (OT) works well with field assembly. Comparisons of our OT and commercial tiltmeters reveal that the nonlinearity of our OT is at least one-tenth of that of the commercial tiltmeters, and that the drift of our OT is at least 23 µrad less than that of the commercial tiltmeters over 90 h measurements. This can reduce the typical value of the atom gravimeter system error by 4 µGal. Further, a comparison of measured gravity to inclination deviation calibrated our OT and further validated that our OT outperforms commercial tiltmeters. This work enables more precise measurement of Raman beam angle variations and facilitates the calibration of installed tiltmeters, whether in the laboratory or the field.
The state of polarization (SOP) on high-order Poincaré spheres (HOPSs), characterized by their distinctive phase profiles and polarization distributions, plays a crucial role in both classical and quantum optical applications. However, most existing metasurface-based implementations face inherent limitations: passive designs are restricted to represent a few predefined HOPS SOPs, while programmable versions typically constrain to 1-bit or 2-bit phase control resolution. In this paper, dynamic generation of HOPS beams with arbitrary SOP based on a transmissive space-time-coding metasurface is demonstrated. By combining 1-bit phase discretizations via PIN diodes with a time-coding strategy, the metasurface enables quasi-continuous complex-amplitude modulation for harmonic waves in both x- and y-polarizations. Based on near-field diffraction theory, arbitrary SOPs on any HOPSm,n can be precisely generated using a linearly polarized basis, which is independently controlled by FPGA reconfiguration. We experimentally demonstrate that polarization holography on HOPS0,0 achieves high polarization purity >91.28%, and vector vortex beams on HOPS1,3 and HOPS-1,3 exhibit high orbital angular momentum mode purities >91.25%. This methodology holds great potential for structured wavefront shaping, vortex generation, and high-capacity planar photonics.