










Please enter the answer below before you can view the full text.
6-4=
Objective A paint layer can be applied to metals to enhance their surface characteristics. However, in many cases, paint often needs to be removed from the metal surface because of its potential damage to the environment. Paint re
Objective Q960E steel is a low alloy high-strength steel. It is widely used in construction machinery, pressure vessels, and subway vehicles due to its good weldability. The Q960E steel plate used in construction machinery often c
Objective It is essential to initially establish a precise recognition model to achieve accurate control for a penetration state in laser welding. Although the recognition method of the penetration state using visual signals is wi
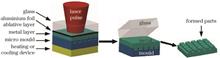
Objective Laser shock imprinting (LSI) is a manufacturing technique for material strengthening and forming using high-pressure plasma shock waves induced by laser pulses. It has been widely used in many fields. Warm laser shock pe
Objective Selective laser melting (SLM), because of its capacity to fabricate complex precision parts with high forming accuracy, has been hailed as one of the most promising manufacturing technologies for rapid prototyping. Howev
Objective Bronze-based diamond grinding wheels have been widely used, and their applications have increased sharply. However, they are difficult to dress after being blunt. Traditional dressing methods, such as mechanical and elec
Objective Sucker rod coupling failure is a major problem in sucker rod pumping systems, which are frequently used in oil fields worldwide. Surface modification of sucker rod couplings is an economical method to address this proble
Objective Currently, the development of lightweight materials has become the primary objective of manufacturing, and the application of high-strength steel has emerged. Compared with traditional lightweight materials such as alumi
Objective As a new advanced manufacturing technology, laser cladding rapid prototyping has been widely used to laser forming without any need for a mold or die. However, the traditional laser cladding usually adopts the low-power
Objective Titanium and its alloys are indispensable and satisfactory owing to its superior physical and chemical properties: high specific strength and modulus, excellent thermal strength, and corrosion resistance. Against the bac
Objective Renovating surface defects of Ni-based single crystal superalloy blades is the key to prolong their manufacturing life, and repair mechanism is also a hot research topic in material physics and chemistry. In this study,
Objective For hot stamping high strength boron steel B1500HS and Q235 steel, dissimilar materials laser welding tailored blanks combine the excellent properties of the two materials and can meet the special performance requirement
Objective Femtosecond laser micromachining technology has excellent three-dimensional (3D) processing capabilities and provides significant advantages in the production of experimental materials with complex 3D structural features
Objective Recently, with the development of laser technology, increasingly complex components of high entropy alloy (HEA) can be prepared using laser three-dimensional (3D) printing technology. However, HEA prepared using this met
Objective Inconel 625 is one of the main materials for jet engines and various industrial gas turbines with a stable structure and an excellent performance. It is used in extreme environments with high temperature and wear. The se
Objective Copper-steel laminated plates exhibit the advantages of both copper and steel. Such plates are extensively used in the aerospace, instrumental, and military fields. However, some problems, such as high reflectivity, seri
Objective Compared with conventional welding repair methods, laser cladding, an advanced surface modification technology, uses nonequilibrium processing conditions, such as rapid heating and cooling, to fabricate similar alloy com
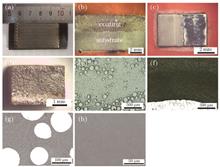
Objective Aircraft must be regularly overhauled during service. To repaint and obtain a new and beautiful coating and detect internal defects in the aircraft body or other key structural components, the original paint layer must b
Objective With the rapid development of China's aerospace industry, particularly considering the implementation of a series of national programs such as “Project Moonshot” and the “Large Aircraft Program”, the standards for the st
Objective Ultra-narrow gap laser welding (ultra-NGLW) is a type of advanced welding technology for high-strength thick steel plates that use a laser as the heat source in an ultranarrow groove. It has the advantages of high weldin
Objective Poor rigidity of micro milling tools and a high milling force are the main causes of low machining efficiency, poor surface integrity, and severe tool wear in micro milling TiAl intermetallic alloys. In this study, an in
Objective As one of the most promising additive manufacturing technologies, selective laser melting (SLM) is commonly used in metal mold forming. However, there are few types of materials used for SLM forming of the metal mold. Mo
Objective Selective laser melting(SLM) is an important method to realize functional optimization design and manufacture lightweight metal parts. The parts fabricated by SLM possess have a fine microstructure and excellent mechanic
Objective With the release of “Energy Planning for the Core Area of the Silk Road Economic Belt” in 2018, Xinjiang's coal industry is about to enter an unprecedented significant leap-forward development. In the manufacturing indus
Objective GH3536 is a typical nickel-based solid solution strengthened high-temperature alloy with good oxidation resistance, corrosion resistance, as well as cold and hot processing formability and weldability, which is suitable
Objective Compared with the traditional Al-Li alloy, the Al-Li alloy weighs less and has high stiffness, making it more conducive for manufacturing aerospace components. However, because of its low boiling point, high thermal expa
Objective GCr15 steel is a high-carbon steel with high hardness and good wear resistance. It has been widely used in many fields, such as the automotive industry, aviation equipment, transport ships. However, the corrosion resista
Objective As the core part of energy conversion of industrial steam turbine, the blade plays an important role in the safe operation of a steam turbine. However, the last stage blade usually suffers from cavitation, leading to sev
Objective The materials system of Tedlar composite-aluminum film, which has the advantages of high specific strength and modulus, light weight, good stability, and high reflectivity, can be used for frequency choice (Frequency Sel
Objective Ti-6Al-4V (TC4) titanium alloy has excellent corrosion resistance, and high specific strength and yield ratio. It is widely used in the aerospace, navigation, and biomedical industries. For structural parts with complex
Objective Large-scale integral titanium alloy structural parts have been used as an indicator to measure the technological advancement of defense equipment. Laser additive manufacturing technology, with its unique advantages, has
Objective In the fields of aerospace, machinery, ships, etc., there are many multivariant twisted structures, such as fan blades in turbofan engine intakes, ternary blades in centrifugal compressors, and ship propellers. These par
Objective With the rapid development of science and technology, there is increasing demand for high-precision workpieces in various fields, especially in space shuttles, aero-engines, space station, and medical fields. As one of t
Objective In recent years, graphene-based nanomaterials have been widely studied because of their excellent chemical and physical properties. Among other applications, graphene has been successfully used in sensors and catalysis.
Objective Because of the high pollution, low efficiency, and long processing cycle in the chemical etching of surface texturing, the surface texturing of brass material was processed by laser-machining technology. Laser surface te
Objective Laser cladding involves rapid heating and quenching processes. During rapid cooling, the temperature field distribution is uneven because the molten pool temperature suddenly drops, generating residual stress. Residual s
Objective Laser quenching has the advantages of small thermal deformation and thermal stress, short process cycle, stable and controllable quality, and high treatment efficiency. It can effectively improve the surface wear resista
Objective Precision achievable by laser bending is a critical factor affecting its practical application. It is difficult to control the accuracy of the bending angle at a high level due to the influence of factors, such as the ge
Objective An intelligent material, NiTi shape memory alloy is widely used in mechatronics, aerospace, medical devices, and other fields due to its excellent properties, e.g., biocompatibility, corrosion resistance, shape memory ef
Objective The rapid development of selective laser melting (SLM) technology provides an excellent solution for the rapid manufacturing of new complex aluminum alloy parts. Most studies on SLM of aluminum alloy remain in the stage
Objective Owing to the excellent strength-to-weight ratio, SiC particle reinforced aluminum composites have been widely used in the aerospace industry. To maintain the structural performance, the welded joint strength must be main
Objective Although metal surfaces can be effectively improved by laser cladding, the cladding process is affected by many factors. Thus, the research limited to a single experiment on this topic is inefficient and wastes resources
Objective Traditional forging and machining technologies, which are used to produce titanium alloy parts, often involve long lead times and considerable material waste. It is much more effective to repair titanium alloy parts whic
Objective Single-pass laser welding double-sided forming technology has the advantages of small welding deformation, high welding strength, large welding aspect ratio, and high welding efficiency. Under normal circumstances, the t