











Please enter the answer below before you can view the full text.

Dongdong Gu, Xin Lin, Haibo Tang, Weifeng He, Liming Lei, and Wei Chen
May. 25, 2024Vol. 51 Issue 10 1000101 (2024)
Shujing Shi, Zhuo Li, Chen Yang, Ziheng Zeng, Xu Cheng, Haibo Tang, and Huaming Wang
Progress This paper offers an in-depth exploration of various crack types in γ′ phase strengthened nickel-based superalloys used in laser additive manufacturing, including the morphology and mechanisms of solidification cracks (Fig.2), liquation cracks (Fig.3), ductility-dip cracks (Fig.5), and strain aging cracks (Fig.6). It elucidates the connections between the solid phase fraction and index for solidification cracking susceptibility, the differential scanning calorimetry curve and liquation sensitivity, the relationship between alloy ductility and the temperature range for ductility dip, as well as the link between γ′ phase forming elements and the risk of strain aging cracking. The discussion includes common strategies for enhancing crack resistance, such as modifying the composition to alter solidification characteristics and minimize or eliminate the formation of low-melting-point phases (Fig.8), introducing second-phase particles to encourage the shift from columnar to equiaxed crystal growth, thereby altering the residual stress state (Fig.9), and optimizing laser processing parameters to directly improve microstructure and forming quality (Fig.10). Furthermore, post-treatment methods significantly contribute to reducing cracking tendencies and enhancing the mechanical properties of superalloys. The ultimate approach to addressing the cracking issue involves developing nickel-based superalloys with specific compositions tailored for laser additive manufacturing. Recent successes in designing crack-free new alloys have leveraged tools such as thermodynamic calculations (Fig.11), machine learning (Fig.12), the cluster structure model (Fig.13 and Table 2), and the multi-principle-element concept (Fig.14). The shift from empirical to scientific and rational design in material research is being advanced by the use of phase diagram calculations for alloy design, supported by reliable thermodynamic databases. Machine learning facilitates the rapid development of mathematical models that quantitatively link material composition, processes, structure, and properties, enabling precise screening of target materials. The cluster structure model offers insights into how alloy elements’ type and amount affect formability. Meanwhile, the multi-principle-element concept emerges as an efficient strategy for simultaneously enhancing crack resistance and the strength-ductility balance. In summary, this paper’s overview of advancements in crack control and composition design for γ′ phase strengthened nickel-based superalloys in laser additive manufacturing offers practical insights for the future creation of printable, high-temperature, high-strength nickel-based superalloys and their components (Fig.15).Conclusions and Prospects Significant progress has been made in controlling cracks in γ′ phase strengthened nickel-based superalloys for laser additive manufacturing, laying a theoretical and methodological foundation for creating crack-free superalloys through laser processing. Despite these advancements, developing precipitation-strengthened nickel-based superalloys and their components that maintain high-density forming, along with stable microstructure and performance in high-temperature environments, remains challenging. Future research should focus on several key areas. First, it is crucial to understand the fundamental differences in cracking mechanisms between different alloys. Establishing a clear link between the types and contents of γ′ strengthening elements, their interactions, and their impact on crack sensitivity will aid in developing universal crack prevention and control strategies for similar alloys. Second, it is vital to develop swift design criteria for alloy compositions that align with desired performance and printability, establishing a distinct system of γ′ phase strengthened nickel-based superalloys tailored for laser additive manufacturing. Third, enhancing the understanding of the alloys’ resistance to creep, fatigue, corrosion, thermal shocks, and the long-term stability of their microstructure and performance at high temperatures will further promote their adoption in critical sectors such as aerospace and nuclear power, among others. Finally, achieving mold-free manufacturing of crack-free nickel-based single crystal superalloys with superior overall performance, alongside the production of large, precise, and complex structural components, is essential. This advancement aims to fulfill the demanding conditions of aircraft engines operating at higher temperatures and in more severe environments.SignificanceLaser additive manufacturing technology merges design and production, incorporating crucial elements such as materials, structure, process, and performance. This integration offers an efficient and cost-effective way to create prototypes and test new designs. It plays a vital role in manufacturing and repairing complex parts comprising nickel-based superalloys. However, this technology faces challenges with traditional high-strength nickel-based superalloys. The differences in composition and strengthening mechanisms, along with the rapid solidification and phase transitions unique to laser additive manufacturing, can lead to issues. The high alloying degree causes a wide solidification temperature range, while the abundance of intermetallic compounds leads to varying strength and ductility at high temperatures. This in turn increases the risk of microcrack defects. These defects can degrade the quality and mechanical properties of γ′ phase strengthened nickel-based superalloys produced through this method. Therefore, understanding the characteristics, formation mechanisms, and influencing factors of cracks, as well as recognizing the crack control methods and related achievements, can lay a theoretical foundation for exploring universal crack resistance pathway and composition design of superalloy matching additive forming characteristics.
May. 25, 2024Vol. 51 Issue 10 1002302 (2024)
Qingjun Zhou, Zhenyu Yan, Jingjing Zhang, Feng Yi, Peng Dong, Yong Xie, Fude Wang, and Ning Guo
Progress In recent years, significant breakthroughs have been made in the LDED process for aluminum alloys, titanium alloys, nickel-based superalloys, and their composites. The introduction of rare earth elements, such as Sc and Zr, for microalloying modifications and the addition of nanoparticles address challenges such as hot cracking, excessive defects, and the limitations of a single strengthening mechanism that leads to insufficient performance in aluminum alloys. This advancement enables the preparation of various high-density and high-performance aluminum alloy materials, including Al-Mn-Sc, TiB2/Al-Mg-Sc-Zr, and 6061-RAM2. Additionally, the development of a range of titanium alloys and their composites suitable for the LDED process, such as Ti-Cu, Ti-O-Fe, and TiB/TC4, eliminates coarse columnar crystal structures in favor of uniform and fine equiaxed crystal structures. This development is expected to address the longstanding challenge of performance anisotropy in additive manufacturing titanium alloys. Issues such as the suppression of solidification and liquation cracks, microstructure refinement, uniformity improvement, and performance enhancement in nickel-based/nickel-iron-based superalloys, including IN 718, IN 625, and HR-1, have been resolved. These solutions lead to a significant performance improvement in the prepared materials, with the IN 718 and IN 625 superalloys achieving performance levels comparable to forged materials of the same grade.This paper first summarizes the current research status of LDED technology applied to three primary structural materials in aerospace equipment.Currently, the LDED process for metal materials faces challenges such as hard-to-manage defects, uneven microstructures, insufficient strength and toughness, low manufacturing efficiency, and poor surface quality. In response, researchers domestically and internationally have developed various new high-performance, high-efficiency, and high-precision LDED processes aimed at enhancing performance, deposition efficiency, and manufacturing accuracy. By employing external fields such as acoustic, deformation, and magnetic fields to assist LDED, significant strides have been made in eliminating defects, refining microstructures, and improving performance. The development of laser processing heads with high deposition rates, multi-channel deposition equipment, and processes have boosted deposition efficiency. Additionally, the creation of high-precision powder feeding nozzles and additive-subtractive hybrid manufacturing equipment and processes has enhanced the quality of deposited surfaces. Notably, the Fraunhofer Institute for Laser Technologys development of three-dimensional EHLA technology has achieved manufacturing accuracy of up to 100 µm and a deposition efficiency of up to 532 cm3/h, setting a benchmark for the future direction of LDED technology.As LDED processes for aluminum alloys, titanium alloys, nickel-based superalloys, and their composites mature and stabilize, alongside the development of new, high-performance, high-efficiency, and high-precision processes, LDED technology has realized significant applications in aerospace. This includes use in critical areas, such as launch vehicles and manned spacecrafts main load-bearing components, as well as in the manufacturing of copper alloy/superalloy heterogeneous alloy combustion chambers and integrated nozzles for rocket engines. The aerospace industrys demand for lightweight, integrated, high-temperature-resistant, and high-precision equipment has propelled the development and industrial application of LDED technology.SignificanceLarge-scale, integrated, lightweight, and high-precision structures are becoming crucial trends in the development of aerospace equipment. Laser directed energy deposition (LDED) technology, with its high forming efficiency, flexible material feeding methods, and extensive freedom in shaping, proves to be highly suitable for the evolving trends in aerospace equipment development. It has gained significant traction in sectors such as launch vehicles, manned spacecraft, and rocket engines, positioning the aerospace industry as a key driver in the development and application of LDED technology. However, the current progress in LDED additive manufacturing technology is not adequately aligned with industry needs. This misalignment leads to underutilization of its technical advantages, vague directions for technological development, and limited application scenarios and fields. To expedite the technologys industrialization and intelligent evolution, and to achieve large-scale, systematic applications, it is essential to review and document the current research and application advancements of LDED for large-scale metal components in aerospace. This involves examining material research, process development, and application progress, and identifying future directions for LDED technology.Conclusions and Prospects This paper first summarizes the current research status of LDED technology applied to three primary structural materials in aerospace equipmentaluminum alloy, titanium alloy, nickel-based superalloy, and their composites. Building on this foundation, it organizes the development directions and research progress of LDED processes. It then delves into the manufacturing challenges, research, and application advancements of three typical aerospace equipment structures: the main load-bearing structure, the integrated structure of heterogeneous alloy, and the integrated structure with integrated flow channels. Lastly, the paper forecasts the development trajectory of materials, processes, and equipment for LDED additive manufacturing technology, highlighting the following strategic directions: the promotion of dedicated high-performance alloy materials design and development, tailored to the unique non-equilibrium physical metallurgy characteristics of the LDED process; the acceleration of high-precision LDED process, equipment, and software research and development, including the high-precision formation of large complex structures; the advancement of additive and subtractive hybrid manufacturing technology research; and the hastening of low-cost LDED manufacturing technology development.
May. 25, 2024Vol. 51 Issue 10 1002303 (2024)
Yi Ma, and Yingchun Guan
Progress The development of laser additive manufacturing technology has expanded the variety of heterogeneous metal connections, enabling performance customization according to the demands of various application scenarios, such as in the aerospace, medical, automotive, and petrochemical industries (Table 1). In the aerospace field, heterogeneous metals like Cu/Ni, Fe-based, and Ti-based alloys can be utilized for manufacturing power components and load-bearing structural components (Figs.1‒3) to meet the requirements of work in extreme environments. However, traditional laser additive manufacturing equipment poses several limitations in the preparation of heterogeneous metals (Table 2). For example, it faces challenges in achieving precise powder delivery and deposition, as well as limitations in the connection of heterogeneous composition within layers. Therefore, improvements are required in powder delivery, blending, and processing devices (Figs.4‒5). Additionally, the integration of additive manufacturing methods (Fig.6) can enhance the forming efficiency and quality of heterogeneous metals. For heterogeneous metal components, interface quality is of utmost importance and is primarily determined by the physicochemical properties of heterogeneous alloys and processing parameters (Fig.7). The complex physicochemical differences among heterogeneous metals, such as differences in thermal expansion coefficients, melting points, density, surface tension, elastic modulus, and mismatched crystal structures, along with variations in their response to laser processing, can lead to a range of macroscopic and microscopic defects. These defects include voids, cracks, harmful phases (brittle intermetallic compounds, oxide inclusions), and residual stresses, which significantly impact the interface quality and forming effectiveness. To avoid defects during the manufacturing process, it is critical to enhance the bonding quality between heterogeneous metals, optimize connection methods (Fig.8), and control process parameters (Fig.9). This involves achieving reliable connections between materials with disparate properties using gradient layers/intermediate layers and adjusting the laser parameters to match the bonding process of heterogeneous metals. Furthermore, employing online monitoring (Fig.10) and intelligent prediction methods (Fig. 11) during the manufacturing process can enable efficient process control, thus reducing trial-and-error costs and significantly improving the efficiency of heterogeneous metal connections. Simultaneously, pre-processing (Fig.12) and post-processing (Fig.13) can optimize the organization and performance of heterogeneous metal interfaces, improving the quality of the formed components.Conclusions and Prospects Heterogeneous metal laser additive manufacturing technology has significant advantages in realizing functional integration and reliable manufacturing of complex components. This paper provides a comprehensive overview of the material systems, relevant applications, equipment development, and process optimization in the field of laser additive manufacturing of heterogeneous metals. The article discusses restrictive issues encountered during the additive manufacturing of heterogeneous metals, including limitations in manufacturing equipment, material incompatibility, and mismatched process parameters. It also summarizes and outlines the corresponding solutions, encompassing optimized connection strategies and processing parameters, the use of monitoring and prediction methods, as well as efficient pre-processing and post-processing techniques. Despite facing several challenges, the continuous development of related equipment and processes suggests that this technology will better serve industries such as aerospace in the future.SignificanceMajor advances in materials science and manufacturing technology are being driven by fields such as aerospace, which are placing increasingly stringent requirements for the construction of complex, reliable, and high-performance components intended for extreme service conditions. For example, engine components must possess both high heat resistance and excellent thermal conductivity, while structural component aim with a combination of lightweight design and high strength. These intricate performance demands have spurred the development of heterogeneous metal integration, wherein different materials with complementary properties are integrated into a single component through optimized design and manufacturing process control. This approach aims to break through the performance limits of traditional single-material components and broaden their application scenarios. The effective connection between heterogeneous metals has always been a major challenge in the engineering field. Because of the inherent differences in the physicochemical properties of various metals, achieving a high-strength and reliable interface bonding through traditional welding or mechanical connection methods is often challenging. This difficulty is particularly pronounced when dealing with complex interface shapes or gradient functional areas. However, laser additive manufacturing technology, owing to its high forming precision and controllability, has provided a novel pathway for heterogeneous metal manufacturing. This technology significantly enhances the freedom of material design and shaping, enabling reliable connections between heterogeneous metals. Laser additive technology primarily includes laser powder bed fusion (LPBF) and laser directed energy deposition (LDED). These technologies can respectively meet the manufacturing needs of complex or large heterogeneous aerospace components. LPBF produces parts with a high degree of surface finish and intricate structures by preforming layers of dissimilar powders and selectively melting them layer by layer. In contrast, LDED uses lasers to deposit powder or wire materials onto a substrate and provides high flexibility and freedom in manufacturing. However, the maturity of both LPBF and LDED technologies is not yet sufficiently high, and they face various issues in practical applications. Therefore, it is imperative to systematically summarize and discuss existing research to facilitate the rapid development of this field.
May. 25, 2024Vol. 51 Issue 10 1002304 (2024)
Guanqi Li, Dongsheng Zhang, Jiaxing Zheng, Lü Chao, Wei Liu, Xinqing Zhao, Bingbing Zhang, and Huilong Hou
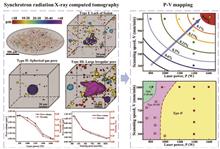
Progress In this paper, we systematically summarize the research on laser additive manufacturing of metallic functional materials and their characterization by in-situ synchrotron radiation. We further introduce the research progress on laser additive manufacturing of high-performance shape memory alloys as well as the latest progress of metal L-PBF and L-DED technologies for synchrotron radiation-based in-situ X-ray diffraction (XRD) research. In the first part of this paper, the dominant types of laser additive manufacturing and their basic principles are introduced. On this basis, the relationship between the functional properties of shape memory alloys and the parameters of the process strategy is revealed. This relationship offers a guideline for how to fabricate a shape memory alloy with targeted properties. In the next part, the research progress on high-density shape memory alloys fabricated through laser additive manufacturing is introduced. The guidance of results predicted by computer is convenient for selecting the combinations of parameters that could be used to fabricate shape memory alloys with high density. The final part presents the research progress on synchrotron radiation-based in-situ X-ray characterization in the laser additive manufacturing process. This part introduces the characterization platform and typical applications of in-situ XRD in the laser additive manufacturing process of metallic materials. We describe some scenarios involving the phase transition dynamics measurement and in-situ characterization methods of single crystals in additive manufacturing. We also present the future development trends.Conclusions and Prospects The molten pool in L-PBF and L-DED metal additive manufacturing processes has the characteristics of non-equilibrium and rapid solidification, and the microstructure of metallic functional materials can be controlled by adjusting the parameters of these processes. The additive manufacturing process may produce micro-defects such as keyholes and lack of melting, and it also tends to form columnar crystals with a certain orientation. Based on the Eager-Tsai model, a fabrication-quality distribution map can be predicted, with the parameters as the coordinates. On this basis, the process strategy can be adjusted to obtain a columnar crystal alloy with high orientation and high quality, and the mechanical properties can be further optimized. Synchrotron radiation-based in-situ XRD can effectively characterize the phase transition dynamics, texture evolution, and grain size changes in the additive manufacturing process, which provides insights into the control of the process parameters in additive manufacturing of metallic functional materials. The application of synchrotron radiation-based in-situ XRD can provide a key reference for additive manufacturing in terms of improving the functional characteristics and optimizing the component quality. By delving deeper into the microscopic evolution of the additive manufacturing process, researchers can better understand the properties of metallic materials, so that they can precisely manipulate the process parameters to achieve precise controlling of metal functional materials.SignificanceLaser additive manufacturing is a technology that utilizes a laser beam to melt and mold powders layer by layer based on a 3D model. It has made outstanding progress in the molding of metallic structural materials such as large and complex structural parts in the aerospace industry. Laser additive manufacturing has also achieved remarkable progress in the fabrication of metallic functional materials. Shape memory alloys are a type of metallic functional materials that exhibit shape memory, superelasticity, and elastocaloric effects. Through design and optimization of the process strategy, shape memory alloys with excellent functional properties and complex shapes could be fabricated by laser additive manufacturing. Laser additive manufacturing offers an effective method to research metallic functional materials with outstanding performance that can meet the application requirements.
May. 25, 2024Vol. 51 Issue 10 1002305 (2024)
Hairui Gao, Jikang Li, Zhenwu Zhang, Keying Zheng, Honghao Xiang, and Qingsong Wei
SignificanceLaser additive manufacturing (LAM) technology uses a focused high-energy laser beam as the heat source to achieve integrated forming of complex metal components, avoiding the complex post-processing steps of traditional processing techniques and achieving high forming efficiency, which makes it have broad application prospects in aerospace, automotive, medical and other fields. The metal additive manufacturing process based on laser and powder mainly includes two types: selective laser melting (SLM) and laser directed energy deposition (LDED). LAM has been widely used in the forming of various metal materials, including aluminum alloys, titanium alloys, copper alloys, nickel-based superalloys, magnesium alloys, steel, and so on.Due to the current widespread use of Gaussian laser in laser additive manufacturing technology, the peak intensity generated in the focusing area is very high. When laser interacts with metal powder, the width-to-depth ratio of the melt pool is small and there are large temperature gradient and cooling rate. The instability caused by complex melt flow dynamics and the accumulation of repeated heating and cooling cycles are prone to keyholes, splashing, spheroidization, residual stress, cracks, and anisotropic microstructures, which seriously affect the strength, toughness, and fatigue resistance of formed components in turn. Modifying the alloy composition or adding strengthening phase particles can effectively eliminate the cracks and anisotropic columnar crystal structure in metal samples. It should be noted that component modification may cause pitting corrosion and reduce the corrosion resistance of the alloy, and the addition of strengthening phase particles to the alloy may lead to particle agglomeration and poor bonding between the strengthening phase and the matrix interface. Heat treatment is an effective method to eliminate cracks and defects in LAM-prepared samples. However, heat treatment further prolongs the preparation time and increases the complexity of the forming process.Laser shaping and external field matching can regulate the LAM process from the source, solving the problem of defects in formed components. Revealing the in-situ function mechanism and influence law of organization and performance between laser/thermal/magnetic/acoustic fields and materials provides reference for future research on metal LAM technology, promoting its widespread application in multiple fields.ProgressThe distribution of laser energy can affect the spatial shape of the melt pool, thereby affecting the thermal gradient and metal cooling and solidification process. Flat-top laser, anti-Gaussian laser, Bessel laser, and defocusing laser all weaken the peak energy in the center of the traditional Gaussian laser beam to different degrees, reduce the temperature gradient in melt pool, suppress powder evaporation and splashing, limit the keyhole effect, and thus reduce the number of defects such as pores and cracks within a wider process window, obtaining almost dense samples. From the perspective of the influence on grain orientation, flat-top laser, anti-Gaussian laser, and defocusing laser can increase the width-to-depth ratio of the melt pool, and research has shown that they can promote the epitaxial growth of columnar crystals. Especially, flat-top laser has a uniform energy distribution, which can obtain almost complete <001> oriented textures, which is beneficial for the preparation of single crystals and β-type medical titanium alloys. In contrast, the elliptical beam profile has a significant impact on the solidification microstructure. By reducing the temperature gradient of the melt pool and increasing the undercooling zone of the composition, the nucleation tendency is improved. It is beneficial for equiaxed crystal formation and achieving grain refinement and tissue densification.The thermal field reduces the temperature gradient of the melt pool during LAM through heat transfer, prolongs the solidification time of the melt pool, reduces element segregation, and eliminates residual stress and cracks in formed components. The thermal field formed by substrate preheating is gradually transmitted to the surface of the formed part through contact from bottom to top. The process is simple, but it can cause uneven microstructure and properties of the formed component along the building direction. Moreover, due to the high integration of LAM equipment, it is difficult to achieve high preheating temperature. Electromagnetic induction heating can uniformly preheat the entire formed component, avoiding tissue anisotropy caused by uneven preheating, and can achieve high preheating temperature. However, the process is complex and puts forward high requirements for LAM equipment. The static and alternating magnetic field-assisted metal LAM technology has proven to have excellent effects on different forming materials. By generating Lorentz forces and thermoelectric convection to regulate the flow of molten metal in the melt pool, grain refinement is achieved, isotropic equiaxed crystal zone formation is promoted, harmful phase precipitation is suppressed, and mechanical properties are improved. In the process of ultrasonic assisted LAM, the acoustic flow effect can promote the uniform distribution of solutes in the melt pool and reduce segregation. Cavitation effect causes dendrite fragmentation to increase nucleation sites, which promotes grain refinement and epitaxial to equiaxed transformation, and improves the mechanical properties of the prepared samples. In addition, ultrasonic fields can also alleviate residual stresses in formed samples and suppress the generation of defects such as cracks.Conclusions and ProspectsResearch at home and abroad has confirmed that laser shaping and thermal/magnetic/ultrasonic fields can regulate the shape of the melt pool and the cooling solidification process in situ during the forming process, so as to overcome the defects that affect the quality of formed parts in metal LAM technology. The mechanism of action of different forms of fields on the solidification process of melt pool metal is different. In the future, further exploration can focus on the effect of multi-field synchronously assisted LAM technology on different forming materials, and broaden the application prospects of metal LAM technology in different fields.
May. 25, 2024Vol. 51 Issue 10 1002306 (2024)
Wei Wei, Haixin Wu, Xiaoxuan Wu, Jindou Wu, and Yu Long
SignificanceAdditive manufacturing can be used to construct complex structures and facilitate the design of an overall structure by adding materials layer-by-layer to form parts. Additive manufacturing technology has been widely used in the automotive, electronics, aerospace, and medical fields and plays a crucial role.However, during the additive manufacturing process, parts with overhangs are often encountered and cannot be successfully printed without considering the overhangs. For traditional 2.5-axis 3D printers, two methods are used to solve the problem of overhanging structures that cannot be printed. One method involves adding support structures below the area with the overhanging structures, and the other requires achieving self-support of the structures through structural optimization. Adding support structures can prevent warping and reduce the structural deformation of a part. However, this method increases the production time and material costs. In addition, further postprocessing is required to remove unwanted support structures, which is time-consuming and affects the surface accuracy of the part. Therefore, it is important to achieve self-support of a printed part to reduce the material cost, printing time, and postprocessing time.ProgressWe summarize the research progress in structural self-supporting design for additive manufacturing. First, the principle of the structural self-supporting design of additive manufacturing is summarized, and the research progress in the self-supporting design of the overall structure of additive manufacturing parts and the self-supporting design of additive manufacturing infill structures are reviewed. Based on different structural optimization methods, it is further divided into structural self-supporting design using continuum structural topology optimization, discrete structural topology optimization, and shape optimization. Next, the advantages and disadvantages of each method are analyzed. Finally, solutions to improve computing efficiency and structural performance are discussed, along with future application scenarios and research priorities.Conclusions and ProspectsAdditive manufacturing of structural self-supporting designs is critical for saving printing time and material, but it has not been systematically reviewed. This paper first summarizes the structural self-supporting design principle of additive manufacturing and reviews the research progress of the self-supporting design of the overall structure of the part, which is divided into three parts: research progress in structural self-supporting design based on continuum structure topology optimization, discrete structural topology optimization, and shape optimization. Previous studies were mainly based on continuum structure topology optimization, and the research progress in structural self-supporting design based on continuum structure topology optimization is presented in four parts: research progress in structural self-supporting design using the SIMP method and its improved version, the level set method, the BESO method, and feature-driven optimization. Subsequently, the research progress in the self-supporting design of additive manufacturing infill structures is reviewed. Finally, self-supporting designs of additive manufacturing structures are summarized and discussed. The structural self-supporting design of additive manufacturing is still in its infancy, and the following prospects are proposed to further develop this field.(1) Perform 3D case extensions. Despite the rapid development of structural self-supporting design, the proposed method is still in its infancy and has been mainly applied to 2D cases based on the “rule of thumb” of printable overhang angles. Therefore, the extension to 3D cases still requires further investigation.(2) Improve the computational efficiency of sensitivity. Previous studies were mainly based on continuum structure topology optimization, and topology optimization design has problems, such as large design variables, which often leads to high computational costs owing to the excessive number of elements in the sensitivity calculation design. Therefore, it is necessary to improve the sensitivity calculation method and increase calculation efficiency.(3) Comprehensive consideration of the overhang feature constraints, printing direction, and topological layout. Compared with considering only the overhang angle constraint, a comprehensive consideration can further reduce the loss of structural performance. Moreover, the threshold value of the overhang angle often depends on the direction of printing. Therefore, in future research, the integrated consideration of printing direction and topological layout should be the focus.(4) Combine self-support with other structural properties. During the melting and solidification of metallic materials printed by additive manufacturing, residual stresses and deformations are typically induced, resulting in printing failure or a decrease in strength and dimensional accuracy. Therefore, considering a self-supporting design that considers the residual stress and deformation of the structure is an important direction for future development. In addition, lightweight design is required in the aerospace field and should be considered in combination with light weight during the self-supporting design process.
May. 25, 2024Vol. 51 Issue 10 1002307 (2024)
Xiangyuan Chen, Huiliang Wei, Tingting Liu, Kai Zhang, Jiansen Li, Zhiyong Zou, and Wenhe Liao
ObjectiveLaser powder bed fusion (LPBF) is a highly promising technique that affords significant advantages in mitigating the high costs and lengthy procedures associated with manufacturing precise and complex components in the aerospace industry. However, the printing process encounters uncontrollable issues, such as fluctuations in laser energy, unstable airflow, and damage to the recoater. These issues can lead to uneven powder spreading thickness, causing deposition defects that critically impact part quality. To improve the formation quality, the deposition defects caused by abnormal powder thickness must be monitored. Despite rapid advancements in online monitoring technologies, the complexity of signal data and its unclear correlation to actual part defects present significant challenges. Establishing the relationship between the deposition defect and monitoring signal for different powder thicknesses is necessary to address the issues related to powder spreading anomalies. Moreover, developing rapid and effective diagnostic methods is crucial to providing a foundation for the feedback control of defects. This study demonstrates the use of an online monitoring system that integrates proprietary photodiodes and high-speed cameras to collect and analyze data across various powder thicknesses. We establish a foundation for the online monitoring and real-time diagnostics of defects by investigating the evolution patterns of part surface quality and internal defects.MethodsIn the experimental study, substrates pre-treated with milling are customized with designs of grooves with different depths ranging from 30 μm to 300 μm in 30-μm steps (Fig.4). The powder is spread across these grooves, and a recoater is used to ensure that each groove reaches the designated thickness. Single-layer laser exposure is performed in different areas using different laser parameters (Table 1). The light intensity and melt pool area are monitored online at a frequency of 10 kHz during the printing process by using three off-axis photodiodes and a coaxial high-speed camera. After printing, the surface morphology and internal defects of the samples are characterized using confocal laser scanning microscope and scanning electron microscope. The impact of powder thickness on deposition defects is investigated by integrating online monitoring signals with offline material characterization data.Results and DiscussionsThe mapping images of light intensity and melt pool area distribution (Fig.5) reveal that, as powder thickness increases under the same process parameters, the light intensity gradually decreases, and the melt pool area increases. Additionally, under the same powder-layer thickness, the average intensity of the melt pool decreases with decreasing energy density (Fig.6). The surface roughness increases with powder thickness (Fig.8). For instance, with the laser power at 200 W and scanning speed at 1000 mm/s, the surface roughness increases from 4.16 μm to 117.86 μm as the powder thickness increases from 30 μm to 300 μm. The surface morphology (Fig.9) and internal porosity defects (Fig.10) indicate the following three stages of the melt pool with increasing powder thickness: 1) smooth surface with clear melt tracks and uniform melt pool depth; 2) continuous melt tracks on the surface but large fluctuations in melt pool size (width, height, and depth); 3) melt track discontinuities with the emergence of large balling defects over 150 μm, leading to porosity between melt tracks and at the bottom. Monitoring signals under different powder thicknesses can be categorized into three corresponding stages based on melt pool conditions. The balling state requires the device to immediately detect anomalies and quickly respond in subsequent layers. Receiver operating characteristic (ROC) curve analysis shows that selecting 0.21 V as the threshold for low values and 7.14% as the threshold percentage yields a model with a good capability to identify deposition defects (Figs.12 and 13).ConclusionsIn summary, printing characteristics under different powder thicknesses during the LPBF process are investigated. When the powder thickness increases in LPBF, the surface quality worsens, and internal porosity defects occur. When the powder thickness exceeds 90 μm, large balling defects can exceed 150 μm in size. The relationship between the light intensity collected by photodiodes and melt pool area captured by high-speed cameras is analyzed. The monitoring of the melt pool light signal is highly sensitive to deposition defects due to powder spreading anomalies. As the powder-layer thickness increases, the light intensity decreases, while the melt pool area increases. As the thickness increases from 30 μm to 300 μm, the average intensity of the melt pool decreases from 0.6 V to 0.2 V. On the basis of these results, a novel diagnostic method for deposition defects is devised by employing threshold percentages derived from optical monitoring signals. When the proportion of light intensity values less than 0.21 V exceeds 7.14%, it can be diagnosed as abnormal powder spreading with a true positive rate of 97.22%.
May. 25, 2024Vol. 51 Issue 10 1002308 (2024)
Jintao Xu, Qingjun Zhou, Zhenyu Yan, Donglai Li, Shangzhe Du, Ran Duan, Junhao Sun, Kai Feng, and Zhuguo Li
ObjectiveNbMoTaW refractory high-entropy alloy (RHEA) exhibits excellent mechanical properties at ultra-high temperatures, making it especially suitable for high-temperature heat-resistant load-bearing component applications; however, its room temperature brittleness limits its application in aerospace and other fields. Moreover, the high hardness and brittleness of RHEA at room temperature make it extremely difficult to process, and hence the formation of precision and complex parts of RHEA is particularly difficult, further limiting its application. Therefore, improving the formation and plasticity of NbMoTaW RHEA is an important research topic.MethodsIn this study, two RHEAs, NbMoTaW100-xCx and NbMoTaWTix, are prepared via selective laser melting (SLM). A tungsten plate is used as the base material, which is preheated to 180 ℃ to reduce stress. The optimal SLM process parameters are determined through multiple orthogonal tests to prepare samples with good surface formation and no macroscopic cracks. The relative density of the samples is determined via industrial computed tomography (CT) analysis, and the phase composition of the samples is analyzed using X-ray diffraction in the range of 10°‒100°. A scanning electron microscope is used to analyze the surface topography and grain distribution of the specimen [electron backscattered diffraction (EBSD) analysis test]. Prior to EBSD characterization, the surfaces of the RHEAs are ground with different SiC sandpapers, finely ground with alumina (Al2O3), vibro-polished, rinsed with ethanol, and air-dried. The compressive properties of the RHEAs are measured using a microcomputer-controlled universal testing machine with a strain of 10-3 s-1 and a specimen size of φ2 mm×4 mm. At least five samples are selected for compression performance testing, and the average of the test results is calculated to ensure accuracy of compression performance.Results and DiscussionsThe (NbMoTaW)99.5C0.5 RHEA prepared via SLM has a higher dislocation density, and with the continuous thermal cycling of SLM, a large number of NbC particles are precipitated at grain boundaries and dislocations (Fig.7), which produces a significant pinning effect, thus limiting the coarsening of the NbMoTaW RHEA grains during thermal cycling. The changes in the microstructure of the NbMoTaW RHEA caused by microalloying of C improve its mechanical properties. A large number of NbC particles can produce a significant precipitation strengthening effect, which significantly increases the strength of the (NbMoTaW)99.5C0.5 RHEA. In addition, the plasticity of the NbMoTaW RHEA also significantly improves after C microalloying. This is because the microalloying of C atoms inhibits O segregation at grain boundaries, thus ensuring stronger bonding of the matrix and inhibiting intergranular cracks. The microalloying of C with atomic fraction of 0.5% significantly improves the strength and plasticity of SLMed NbMoTaW, and the compressive yield and fracture strengths of the NbMoTaW RHEA increase significantly from 1183 MPa and 1214 MPa to 1695 MPa and 1751 MPa, respectively, an increase of 43.3% and 44.2%, respectively. Compared with those of NbMoTaW, the yield strength, compressive strength, and strain of the NbMoTaWTi0.5 RHEA increase by 20.7%, 30.7%, and 117.9%, respectively. The variation in yield strength and compressibility with Ti content is shown in Fig.12(b). The yield strength of the NbMoTaWTix RHEA increases rapidly after the addition of a small amount of Ti and gradually decreases with the subsequent increase in Ti, whereas the compressive strain of the NbMoTaWTix RHEA increases approximately linearly with an increase in Ti content. The results show that the addition of Ti can increase the grain boundary cohesion of NbMoTaWTix RHEAs, which can effectively inhibit the propagation of intergranular cracks and improve the plasticity of NbMoTaWTix RHEAs. Therefore, with an increase in Ti content, the strength and plasticity of NbMoTaWTix RHEAs prepared via SLM increase at the same time.ConclusionsCombining LSM technology and the alloying method, two RHEAs, (NbMoTaW)100-xCx and NbMoTaWTix, are successfully prepared, and the brittle resistance of the NbMoTaW RHEA at room temperature is improved using the alloying method with C and Ti. A well-formed (NbMoTaW)99.5C0.5 RHEA with a density of 99.6% is prepared using SLM technology. The results show that the addition of C with atomic fraction of 0.5% results in the refinement of the grains of the NbMoTaW RHEA and the precipitation of NbC nanoparticles. By microalloying of of C with atomic fraction of 0.5%, the yield and fracture strengths of the NbMoTaW RHEA increase by 43.3% and 44.2%, respectively , and the plastic strain increases from 3.9% to 6.9%. With an increase in Ti content, the yield strength, compressive strength, and plastic strain of NbMoTaWTix RHEAs increase significantly by 20.7%, 30.7%, and 117.9%, respectively. Moreover, a simulated part of a 100 mm×80 mm×20 mm key component of an ultra-hypersonic aircraft is successfully prepared via SLM.
May. 25, 2024Vol. 51 Issue 10 1002309 (2024)
Wei Song, Yuping Zhu, Jingjing Liang, Yizhou Zhou, Xiaofeng Sun, and Jinguo Li
ObjectiveGH4169 superalloys are widely used in aerospace engines and other high-temperature components. Powder recycling of the GH4169 alloy during selective laser melting (SLM) can significantly reduce the preparation cost and shorten production cycles. However, the components formed by the SLM using recycled alloy powders exhibit differences in microstructural defects and performance behavior because of changes in the size distribution, shape, uniformity, and composition of the powders. This study investigates the effects of the microstructure, defects, and particle size distribution of GH4169 alloy powders after different recycling times on the microstructure, phase distribution, tensile behavior, and deformation mechanism of formed parts in a heat-treated state.MethodsThe GH4169 alloy powder prepared via argon atomization is used in the SLM forming process. The powder is printed and reused for 0‒13 times without adding the newly prepared powder. The large-sized inclusions and support residues are removed by using a 100 μm powder sieve. The specimens are defined as 0th, 6th, 10th, and 13th specimens, according to the number of times the powder is recycled, as shown in Table 1. The 0th, 6th, 10th, and 13th specimens are heat-treated after SLM formation, using the heat-treatment schedule shown in Table 2. Finally, after sample preparation and polishing, scanning electron microscope (SEM) and transmission electron microscope (TEM) photographic analyses are performed.Results and DiscussionsAfter multiple powder recyclings, the powder still exhibits good overall degree of sphericity, but the powder morphology changes with an increase in the usage time. The number of defective powders, such as satellite powder and irregular particles, is relatively small among powders with fewer recycling times (0 and 6), as indicated by the powder particles marked by the dashed circle in Fig.1. However, as the recycling time gradually increases, the number of satellite balls in the powder significantly increases in the 10th and 13th samples. Some particles even have 2 or 3 layers of irregular powder coated on their surfaces, which results in an increase in the powder surface roughness and a decrease in flowability, thereby leading to the formation of unmelted pores and micropores in the heat-treated samples (Fig.4). After treatment, the nanosized γ″ and γ′ strengthening phases as well as residual Laves phases exist in the matrix. Moreover, nanosized δ phases and carbides exist at the grain boundaries. As the powder recycling time increases, there is a slight decrease in both the strength and plasticity of the alloy. Each reaches its lowest value in the 13th sample (Table 4) at room temperature (RT) and 650 ℃, which is mainly attributable to the increase in the content of pore defects in the alloy. However, in the 6th sample, the performance reaches its peak, with an ultimate tensile strength (UTS) of 1430.00 MPa, yield strength (YS) of 1318.70 MPa, and elongation of 22.00% at RT. At 650 ℃, the performance has a UTS of 1205.00 MPa, YS of 1130.00 MPa, and elongation of 24.00%. The tensile fracture mode of all specimens at RT is a mixture of cleavage fracture and microporous aggregation fracture, and microporous aggregation fracture is observed at 650 ℃. After powder recycling, the content of porosity and crack defects significantly increases, especially at 650 ℃, where micropores can directly merge to form cracks and thereby damage the properties of the alloy.ConclusionsIn this study, the average particle size of the powder increases, the surface roughness increases, and the fluidity decreases after powder recycling, resulting in pore defects in the heat-treated specimens and leading to the impairment of mechanical properties of the alloys. However, the fracture mode and deformation mechanism are unaffected. The tensile deformation mechanisms of the alloy at the two selected temperatures are the nanoscale δ phase, carbides, Laves phase, and γ″/γ′ hinder dislocation movement. At 650 ℃, micro-twinning appears, synergistically strengthening the strength and plasticity. The main sources of strengthening and toughening are the precipitation strengthening, dislocation strengthening, and fine grain strengthening.
May. 25, 2024Vol. 51 Issue 10 1002310 (2024)
Xueren Zhu, Ke Huang, Wei Chen, and Jiaying Zhang
ObjectiveMorphing aircrafts can change their shape according to different flying environment and conditions, which makes their aerodynamic efficiency much better than traditional aircrafts. In order to achieve multi-dimensional deformation, mechanical metamaterials that exhibit designable morphing capability have been widely studied. Particularly, structures with coupled tension‒tsist characteristics are necessary in case that attacking angle should be changed to adjust the aerodynamic load distribution on the wing surface. Therefore, this study proposes a novel metamaterial structure that can exhibit coupled tension‒twist deformation, which significantly increases the twisting angle of a cross section under axial loading. The methodology of this study can provide valuable guideline for the future design of morphing aircrafts.MethodsModels of the metamaterial cell structure were built using beam elements. Two types of beam structures with different coupled tension‒twist properties were designed by cell stacking. The stiffness and coupled tension‒shear deformation of the cells were studied by finite element analysis (FEA). After the cells were stacked, the coupled tension‒shear deformation of the cells transformed into coupled tension‒twist deformation of the beam structures. The deformation capabilities of the beams and related parameters were then investigated. Finally, samples of different lengths of two types of beams were prepared by selective laser sintering (SLS) of PA12 material for experimental verification. Samples were loaded by hanging weights on the free end, and the other end was fixed by an industrial bench vice. The twist angle was measured indirectly using a laser sensor.Results and DiscussionsThe beams were designed with the ability to exhibit coupled tension‒twist deformation with a twist angle higher than 15°. Results show that the twist angle of the four cells combination cantilever beam is significantly greater than that of the two cells combination cantilever beam. Under a tensile load of 46.69 N, the twist angles of the aforementioned beams are 0.667° and 0.479°, respectively, with the results being consistent with the FEA. In addition, weights of the four and two cells combination cantilever beams are 319.94 and 311.32 g, respectively. This means that with 2.77% greater weight, the value of the coupled tension‒twist parameter increases by 42.97%. The twist angle for the cantilever beams is shown to increase linearly with the number of stacked cells, which enables a larger twisting angle if needed.ConclusionsIn this study, a novel mechanical metastructure with coupled tension‒twist deformation capability is proposed. The metastructures can transform the coupled tension‒shear deformation of unit cells into coupled tension‒twist deformation of beams by cell stacking, which can significantly improve section twist angle under axial loads. The proposed designing method is verified by finite element modeling and experimental testing of beam samples.
May. 25, 2024Vol. 51 Issue 10 1002311 (2024)
Guang Yang, Yixin Ma, Shuo Zhao, Lanyun Qin, and Xiangming Wang
ObjectiveAluminum matrix composites (AMCs) are widely used in the aerospace industry, transportation, electronics, and other fields because of their high specific strength, low cost, good corrosion resistance, and easy recyclability, which puts higher demands on their comprehensive performance to meet the damage tolerance design criteria. However, AMCs prepared by traditional methods are costly and complex, and the formed materials are prone to the phenomenon of mutual exclusion of strength and fracture toughness. To further improve the strength and toughness of AMCs and overcome the inverse relationship between them, in addition to the selection of the reinforcement material for the matrix, the preparation method and design of the spatial structure also play a crucial role in the construction of high-strength and high-toughness AMCs. The additive manufacturing method differs from the traditional preparation method in that it stacks layers of material onto a substrate and can obtain a free form by precisely regulating the phase evolution as well as the distribution of components and structures. Thus, as it can customize the structure and synthesize a variety of materials, this process is more suitable for developing heterogeneous structures. At the same time, bionic structures provide a new way of thinking for realizing high-performance materials by mimicking the regulation of existing microstructures in nature.MethodsBy adding titanium alloy skeleton structures with different volume fractions and sizes to the aluminum matrix, strength- and toughness-adjustable bamboo fiber-like Al-Ti composite structures were prepared. The micro/macro interfacial organization of the composite structure was observed, the chemical composition and elemental distribution of each phase were analyzed, the coordinated deformation ability of the composite structure under compressive stress was studied, and the deformation and interfacial toughening mechanisms of the composite structure were elucidated.Results and DiscussionsIt is found that a diffusion reaction occurs in the interface of the titanium-alloy reinforcement skeleton and aluminum alloy matrix, forming a dense metallurgical bond, and the precipitated phases at the interface are Ti-Al intermetallic compounds (Fig. 3). Compared with traditional aluminum-matrix composite materials, this composite structure has a compressive strength as high as 380‒1085 MPa and forms an integrated micro/macro high strength-high toughness fiber-like composite structure (Fig. 4). The study of the micro-deformation mechanism reveals that the precipitation of high-strength compounds effectively prevents cracks from sprouting and expanding in the heterogeneous interface (Fig. 5). Meanwhile, high-resolution observation shows that the Ti3Al phase precipitated at the interface forms effective deformation twins inside the grains after deformation (Fig. 7) and improves the coordinated deformation ability between the high- and low-modulus phases precipitated at the interface. This is the main mechanism for the enhancement and toughening of the composite structure.ConclusionsBy adjusting the vacuum melting temperature, an aluminum/titanium composite structure can be obtained with a dense combination of the interface. The thickness of the reaction-generated interface is approximately 600 µm, and the phase precipitated within the interface is a Ti-Al intermetallic compound with high hardness. The aluminum/titanium composite structure has good strength and toughness, and by adjusting the volume fraction of the titanium alloy skeleton, the macro-strength/toughness of the composite structure can be adapted. The achieved compressive strength varies in the range of 380‒1085 MPa, which is 1.4‒4 times that of the aluminum matrix (270 MPa). Regarding the pre-fracture elastic deformation, the strain of the composite structure is 3.3%‒7.2%, which is 0.6‒2.4 times that of the aluminum matrix (2.1%), and a bidirectional prediction model of structure-property is established. The main reasons for the enhanced toughening of the Al-Ti composite structure are as follows: First, by controlling the reaction temperature, a soft phase and hard phase spatially interpenetrating phase structure is formed in the interface, and this soft/hard zone induces the hetero-deformation induced (HDI) strengthening mechanism under the action of the stress. The Ti3Al twins in the interface have certain deformation ability, which further forms a micro/macroscopic interface with a very good match of strength and toughness. Second, geometrically necessary dislocations are formed around the phases with higher modulus precipitated in the interface, which is favorable for the coordinated deformation between the soft and hard phases. It is worth mentioning that the processing method presented in this study can be extended to any metal system with compositions having different melting points, which can provide a theoretical basis for more accurate and efficient design and construction of multimetallic systems.
May. 25, 2024Vol. 51 Issue 10 1002312 (2024)
Jiali Gao, Xu Wang, Yunbo Hao, Zhiqiang Wang, and Kai Zhao
ObjectiveFor the extreme complex working conditions in the aerospace field, Ti6Al4V/NiTi heterogeneous functional structure can give full play to the advantages of its high specific strength, corrosion resistance and other material properties while realizing the functional requirements such as intelligent deformation. However, the two alloys have significant differences in melting point, coefficient of thermal expansion, thermal conductivity and specific heat capacity, leading to the challenge in the high-quality preparation of Ti6Al4V/NiTi alloy heterostructures. On the one hand, the brittle intermetallic compounds (such NiTi2, Ni3Ti and Al3Ti) generated during the forming process, induce a decrease in the interfacial bonding strength, bring on a potentially high cracking tendency during the forming process. On the other hand, cracks are sprouted in the laser deposited formed parts due to the high temperature gradient during the deposition process and the accumulation of thermal stresses caused by rapid solidification, thus restricting the metallurgical bonding between the interfaces of heterogeneous material structures. In this study, Ti6Al4V/NiTi heterogeneous materials were successfully prepared using in-situ gradient additive technology for heterogeneous materials. We hope that this study will lay the foundation for the practical application of aerospace-oriented Ti6Al4V/NiTi heterogeneous functional materials on complex structural components.MethodsTi6Al4V and NiTi alloy powders were used in this study. Firstly, in-situ preparation of 11 thin-walled Ti6Al4V/NiTi alloys with different mass fraction ratios was carried out in an oxygen-enriched environment using in-situ gradient additive technology for heterogeneous materials. Secondly, the microstructures and phase compositions of the composites with 11 compositional ratios were analyzed and characterized by energy dispersive X-ray spectroscopy (EDS) and X-ray diffraction (XRD). On this basis, actual characterization results of the elemental content of the 11 component ratios were compared with the compositional design results. Then, Ti6Al4V/NiTi heterogeneous materials were prepared by combining gradient transition composition design and substrate thermal management. And the metallurgical bonding properties between the interfaces of different gradient regions as well as the elemental species and contents were characterized by scanning electron microscope (SEM) observations and EDS analyses. Finally, microhardness tests were performed on the prepared Ti6Al4V/NiTi heterogeneous materials to characterize their mechanical properties.Results and DiscussionsFor the 11 kinds of Ti6Al4V/NiTi alloys with different mass fraction ratios, the XRD analysis results show that the phase compositions from 100% Ti6Al4V to 100% NiTi are in the following order: α-Ti+β-Ti→α-Ti+NiTi2→NiTi2→NiTi2+NiTi [see Fig. 3(a)]. With the increase of NiTi alloy powder content, the Ti elemental mass fraction changed from 90.7% to 46.5% and the Ni elemental mass fraction increased from 0.1% to 53.3% (Fig. 5). The compositional design is in good agreement with the actual results. SEM and EDS analysis results show that the Ti6Al4V/NiTi heterogeneous materials prepared after component gradient optimization have good metallurgical bonding between the gradient layer interfaces (Table 2). With the gradual increase of NiTi component, the phase composition from Ti6Al4V zone to NiTi zone evolves as α-Ti+β-Ti→α-Ti+NiTi2→NiTi2→NiTi2+NiTi→NiTi→NiTi+Ni3Ti (Table 2). The average microhardness in the gradient transition zone varied from 343 HV±13 HV in the Ti6Al4V zone to 275 HV±10 HV in the NiTi zone; whereas, the precipitation of NiTi2 reinforced phase resulted in the highest hardness value of 576 HV±5 HV in the 40% Ti6Al4V+60% NiTi zone (Fig. 8).ConclusionsIn this study, preparation of Ti6Al4V/NiTi alloys with different mass fraction ratios was firstly carried out in an oxygen-enriched environment by employing an in-situ gradient additive technology for heterogeneous materials. Microstructure evolution and phase composition of the composites with 11 compositional ratios were also analyzed. EDS spectroscopy results show a good agreement between the compositional design and the actual characterization, thus proving the feasibility of the Ti6Al4V/NiTi heterogeneous alloy powder synchronous conveying method proposed in this paper. Then, the integrated deposition and forming of Ti6Al4V/NiTi heterogeneous materials with the optimized component gradient transitions was finally achieved by proposing an isoenergetic energy density forming method and thermal management of the substrate at 400 ℃ to reduce the content of brittle intermetallic compounds as well as to lower the thermal stresses. Metallographic observations show good metallurgical bonding between the interfaces in the different gradient regions. Thermal management of the substrate at 400 ℃ helps to reduce the cracking tendency of the Ti6Al4V/NiTi heterogeneous alloy. Our study shows that integrated deposition and forming of Ti6Al4V/NiTi heterogeneous materials can be carried out by rational gradient composition design combined with temperature regulation of the forming process. Purpose of this study is to lay a foundation for the practical application of Ti6Al4V/NiTi heterogeneous functional materials on complex structural parts.
May. 25, 2024Vol. 51 Issue 10 1002313 (2024)
Tianlei Zhang, Zilong Zhang, Peixin Li, Xiaoming Wang, Min Wang, Rongquan Zhu, Yaoshi Dang, Jian Cao, and Junlei Qi
ObjectiveAs the main component of the entire precision optical systems for aerospace, the dimensional stability of the lens tube has an undeniable impact on the overall accuracy and performance of space optical systems. However, the complex thermal environment in which the satellite operates for a long time, such as direct solar radiation or the Earth's infrared radiation, can significantly affect the detection accuracy of the optical system. Therefore, Invar alloy 4J36, with excellent dimensional stability, can be selected to manufacture structural components of lens tubes. Due to its unique "Invar effect", the Invar alloy 4J36 exhibits an extremely low coefficient of thermal expansion at its Curie temperature (230 ℃) , and it can be effectively used in the manufacturing of space optical devices. However, owing to the high hardness and poor machining performance of 4J36, traditional manufacturing methods, such as turning and milling, require long processing time periods and result in serious material waste. Selective laser melting (SLM) is an additive manufacturing technology that has the advantages of high design freedom, a short production cycle, and wide applicability. Furthermore, it can be used to manufacture structurally complex products at a faster rate when compared to traditional manufacturing methods. To date, the SLM additive manufacturing process for Invar alloy lens tubes is not mature. Through a series of adjustments to the powder quality, process parameters, 3D models, and residual stress, we hope to obtain high-quality structural components of lens tubes that satisfy usage requirements. This can aid in further exploration of the universe.MethodsSLM was used to shape an Invar alloy lens tube, and the Invar alloy powder material was selected according to the standard set at the beginning of this study to ensure that the microstructure of the finished product exhibits no obvious defects. The essence of SLM technology is the direct interaction between laser and powder. Hence, to explore the optimal laser selective melting process parameters and optimize the quality of Invar alloy tube products, single factor experiments were conducted with laser scanning spacing and scanning speed ranging from 0.08 mm to 0.11 mm and 900 mm/s to 1200 mm/s, respectively. The goal was to obtain different laser energy densities. Subsequently, the surface of the test block was cleaned and polished, its surface microstructure was observed via a metallographic microscope, and its mechanical properties were characterized using an electronic universal testing machine. Additionally, we optimized the structure of the three-dimensional model of the lens tube, calculated its overall stress and strain through simulations, and compared the simulation results with those of the original model to analyze the optimization. Subsequently, heat treatment was performed on the lens tube to relieve its residual stress, and the printing accuracy and residual stresses at specific points were characterized via X-ray scanning. Finally, the thermal expansion coefficient of the lens tube after heat treatment (530 ℃±10 ℃, 1 h) was tested using a thermal expansion instrument to evaluate its structural stability.Results and DiscussionsAfter standardized screening, the loose density of the Invar alloy powder can reach 4.7 g/cm3, and the powder sphericity can reach up to 0.89. Additionally, the smooth flowability of the powder surface is significantly improved to 14.7 s/50 g, and no powder accumulation occurs during the additive manufacturing process using this powder material. The surface of the product was smooth and crack-free (Fig. 3). Experimental results show that the optimal scanning spacing for SLM additive manufacturing is 0.09 mm, and the surface microstructure is smooth without obvious defects such as keyholes and lack of fusion (Fig. 4); the optimal scanning speed is 900 mm/s. Simultaneously, the surface microstructure is complete and smooth, without cracks (Fig. 5), with a tensile strength of 482 MPa and yield strength of 388 MPa. They exhibit excellent mechanical properties (Table 5). After topology optimization, the service strain of the lens tube structure at the same point under the same specifications is only 0.09 mm(Fig. 6). Furthermore, when compared to traditional models, it can save materials and improve efficiency. After the stress-relief heat treatment, there is no evident defects inside the lens tube(Fig. 10), and the maximum residual stress is only 13% of its yield stress. The thermal expansion coefficient of the lens tube is 1.9×10-6 K-1 (Table 6), which satisfies the requirements of high dimensional stability.ConclusionsThis study successfully realizes high-quality manufacturing of Invar alloy lens tube using SLM additive manufacturing technology. First, by establishing physical and chemical specifications for the powder materials, macroscopic defects, such as cracks and inclusions, in the lens tube are avoided in the initial stages of the experiment. The SLM process parameters are optimized. The optimal process is determined and corresponds to a scanning spacing of 0.09 mm and scanning speed of 900 mm/s. Simultaneously, the surface microstructure is observed as smooth and free of defects such as cracks and lack of fusion. The best mechanical properties are obtained using this process. The best mechanical properties correspond to a tensile strength of 482 MPa, a yield strength of 388 MPa, an elongation of 29%, and a shrinkage rate of 73%. Topological optimization is performed using the original 3D model of the lens tube. After optimizing the structure, the overall stress concentration of the product under service conditions is significantly reduced, and the maximum deformation degree of the product is only 0.09 mm. Additionally, the structure adopts self-supporting formation, which effectively saves powder materials. Finally, the lens tube is subjected to post-treatment to eliminate residual stresses. The maximum residual stress inside the product after the heat treatment is 60 MPa, which is only 13% of its yield stress. Simultaneously, the lens tube exhibits an extremely low coefficient of thermal expansion (1.9×10-6 K-1), which satisfies the requirement of high structural stability of space optical lenses in complex thermal environments.
May. 25, 2024Vol. 51 Issue 10 1002314 (2024)
Yanshuang Wang, Zhen Zhang, and Shikai Wu
ObjectiveHigh-strength aluminum alloys are widely used in the aerospace and national defense fields owing to their light weight, high specific strength, and corrosion resistance. However, owing to their material characteristics, high-strength aluminum alloys are often accompanied by coarse columnar crystals and a serious hot cracking tendency in the additive manufacturing process, causing the additive manufacturing of high-strength aluminum alloys to lag behind that of other alloy materials. Compared to conventional Gaussian laser additive manufacturing, swing laser additive manufacturing has a more stable laser keyhole and a smaller molten pool temperature gradient. It can also stabilize the deposition process of aluminum alloys and reduce deposition defects. Recently, oscillating lasers have been widely used in welding and additive manufacturing. In addition to the oscillating laser, high-intensity ultrasonic vibration is widely used to improve the microstructure of metals owing to its cavitation and acoustic flow effects in the molten pool. The deposition formation and microstructure properties of oscillating laser wire additive manufactured sample under ultrasonic-assisted conditions are studied to address the difficult problem of microstructure property control in the laser wire additive manufacturing of high-strength aluminum alloys. The effect of ultrasonic parameters on the formation and microstructure of 2319 aluminum alloy is systematically studied using ultrasonic-assisted swing laser additive manufacturing technology. The effect of ultrasound on the microstructures of multilayer deposited samples and the behavior and mechanism of the molten pool are analyzed.MethodsThe test materials are an aluminum alloy welding wire (diameter of 1.2 mm) and a 6061 aluminum alloy substrate (size of 200 mm×100 mm×10 mm). The welding head, wire feeder, and ultrasonic horn remain stationary, the substrate moves horizontally at a constant speed, and the distance between the molten pool and ultrasonic input position is fixed to achieve a constant ultrasonic intensity input (Fig.1). Table 2 lists single pass deposition process parameters. Because ultrasonic waves can produce cavitation, acoustic flow, and mechanical vibrations in the molten pool, they produce a series of strengthening effects on the molten pool. After the test, we compare the macroscopic cross-sections, microstructures, grain orientations, grain sizes, elemental distributions, and phase compositions of the samples using optical microscope (OM), scanning electron microscope (SEM), energy dispersive spectroscope (EDS), and X-ray diffraction (XRD). We analyze the mechanism of ultrasonic molten pool strengthening based on the grain orientation of the sample, element distribution, and phase composition.Results and DiscussionsThe influence of ultrasonic power on the deposition morphology is generally small but significantly influences the grain size. When the ultrasonic power proportion is 40%, the deposition morphology and grain size are the best in the same group (Figs.3 and 4). The increase in the ultrasonic amplitude leads to an enlargement of the maximum sound pressure region. As the amplitude increases, the area of the maximum sound pressure zone gradually approaches that of the full molten pool, and the area of the maximum sound pressure zone does not change with the increase in amplitude. The ultrasonic amplitude distribution on the substrate is a typical standing-field wave distribution. When the molten pool is close to the ultrasonic input position, the cavitation range of the molten pool increases. When the ultrasonic action interval increases, the cavitation area in the molten pool gradually decreases until the maximum sound pressure value in the molten pool is lower than the cavitation threshold, and cavitation cannot occur. Therefore, the average grain size decreases when the ultrasonic action distance is relatively small, and the effect is better when the ultrasonic beam is located behind the molten pool (Fig.6). The pressure of the amplitude transformer affects the flow in the molten pool by affecting the droplet transition frequency. With an increase in the pressure of the horn, the mechanical vibration energy of the ultrasound is enhanced, which accelerates the transition of the droplet on the welding wire to the molten pool and promotes liquid flow in the molten pool. When the horn pressure increases, the role of promoting droplet transition remains unchanged, and the mechanical vibration effect of the ultrasonic wave reaches a certain saturation state.The microstructures and composition distributions of multilayer deposited specimens with ultrasonic assistance differ significantly from those without ultrasonic assistance. The ultrasonically assisted multilayer deposition samples show a decrease in the macroscopic defects (Figs.9 and 10), a significant decrease in the grain size of the deposition structure (Fig.11), mainly fine equiaxed crystals, and a decrease in the average grain size of 64% (99.6 μm). The introduction of ultrasound results in more Al2Cu in the multilayer sample. Al2Cu, as the strengthening phase in the 2319 aluminum alloy structure, prevents slip and dislocation (Fig.13). The strengthening effect of ultrasonic waves on the molten pool is essentially realized through cavitation and sound flow effects, which influence each other. The cavitation effect essentially involves multiple cycles of bubble expansion and rupture before the solidification of the molten pool, resulting in fatigue fracture of the grain. The sound flow effect is caused by the attenuation of ultrasound in the molten pool and the sound pressure difference, leading to a low solute flow.ConclusionsAn ultrasonic-assisted swing laser is used for the additive deposition of a 2319 high-strength aluminum alloy. Compared with single-pass swing laser additive deposition, introducing ultrasound can effectively reduce deposition defects, promote melt flow, inhibit columnar grain growth, refine grains, and improve microstructural properties. Simultaneously, the ultrasonic assistance increases the content of the strengthening phase to a certain extent and inhibits the expansion of strain cracks. The ultrasonic parameters also clearly influence the macroscopic morphology and microstructure of the deposited samples.
May. 25, 2024Vol. 51 Issue 10 1002315 (2024)
Zhiwei Xiong, Kai Zhang, Tingting Liu, and Wenhe Liao
ObjectiveMolten-grown Al2O3-ZrO2 eutectic ceramics exhibit outstanding high-temperature performance and have potential technological applications in aviation, aerospace, and nuclear engineering. Laser powder bed fusion (LPBF) technology has several advantages, including high design flexibility, low production costs, and short delivery cycles, making it promising in the direct manufacture of complex Al2O3-ZrO2 eutectic ceramic components with dense microstructures. However, the transient interaction between ceramic powder and lasers still requires clarification, and insufficient ceramic toughness poses significant challenges to the direct fabrication of ceramics via LPBF. Consequently, it is imperative to investigate the real-time morphology evolution of molten pools and establish a correlation among the “material-process-microstructure-mechanical properties” to lay the groundwork for producing high-performance ceramic materials. This paper presents an innovative study based on real-time high-speed imaging systems and three-dimensional confocal microscope reconstruction of surface information in single deposition tracks. Morphological characteristics such as molten pool length and single deposition track width are statistically analyzed. The results indicate that increasing laser power leads to longer molten pools and wider single deposition tracks. To improve the correlation among the material-process-microstructure-mechanical properties of Al2O3-ZrO2 eutectic ceramics, characterization and testing methods, including X-ray diffractometer (XRD), scanning electron microscope (SEM), energy dispersive spectrometer (EDS), and microhardness measurements, are employed to investigate the surface quality, relative density, phase composition, microstructure, and mechanical property evolution of LPBF-produced Al2O3-ZrO2 eutectic ceramics under different laser powers. The findings demonstrate a gradual reduction in m-ZrO2 with increasing laser power owing to the inhibition of the martensitic phase transformation during rapid LPBF cooling. Additionally, the cellular grain size of the specimens exhibits an increasing trend with higher laser power, accompanied by a decrease in grain boundary density. Consequently, the measured microhardness and fracture toughness exhibit a decreasing trend.MethodsThis experiment is conducted on a self-developed LBPF device. The process parameters are set as follows: a scanning speed of 100 mm/s, laser power ranging from 60 W to 200 W (with interval of 20 W), scanning pitch of 100 μm, and layer thickness of 50 μm. Single deposition tracks of Al2O3-ZrO2 eutectic ceramics are printed under different laser powers, and a high-speed camera is employed to capture the process. Using a zigzag scanning strategy, eutectic ceramic samples with dimensions of 10 mm×10 mm×1 mm are fabricated to investigate phase formation, surface quality, microstructure, and mechanical properties. A high-speed camera with a sampling frequency of 83333 Hz is used to observe the laser forming process. To ensure image quality, an 808 nm light source is utilized for supplementary illumination, which is installed with an 808 nm filter and an 8× magnification lens group in the optical path. An X-ray diffractometer is employed to detect the phase and crystal structure information of the prepared samples. The field scanning electron microscope is used to observe the microstructure and morphology of the sample surfaces. Phase analysis is conducted using an energy-dispersive X-ray spectrometer (EDXS) system, and hardness and fracture toughness are measured using the Vickers hardness testing method.Results and DiscussionsAccording to Fig.3(e), the length of the molten pool and width of the single deposition channel increase consistently with increasing laser power. Additionally, when the laser power initially increases from 60 W to 120 W, the width exhibits significant growth, and the length increases slowly. However, as the laser power increases from 140 W to 200 W, the growth trends of the length and width are reversed. When fabricating Al2O3-ZrO2 eutectic ceramic bulks using LPBF, a low power leads to warping and deformation (Fig.4), whereas a high power results in molten track shift (Fig.5). Furthermore, the surface roughness and porosity decrease initially and then increase with increasing laser power (Figs.5 and 6). Therefore, selecting an appropriate laser power is advantageous for enhancing both the stability and quality of samples. As shown in Fig.7, the preservation of the substable martensitic phase t-ZrO2 is observed at a high laser power. This can be attributed to the limited conversion time during LPBF quenching, which hinders the energy exchange and spatial dimensions necessary for phase transition within the short period of solidification and crystallization. The microstructure of Al2O3-ZrO2 eutectic ceramics consists of cellular-like units (Fig.8). Based on ImageJ measurements and statistics, the grain size of these units increases with increasing laser power (Fig.9), and according to Hall-Petch theory, low-energy grain refinement generates numerous grain boundaries within the sample. These boundaries effectively impede dislocation movement when external loads are applied, resulting in enhanced sample hardness and fracture toughness (Fig.10).ConclusionsCombining the images taken by the high-speed camera with the characterization of the samples, the following conclusions are drawn.1) With increasing laser power, both the length of the molten pool and width of the deposition track exhibit an increasing trend. At higher laser powers, the trailing phenomenon of the molten pool becomes more prominent.2) The surface roughness and porosity of the Al2O3-ZrO2 eutectic ceramics initially decrease and then increase with increasing laser power. The deterioration in surface quality at higher laser powers can be attributed to molten pool offset and the occurrence of large-sized pores.3) The main phases of the Al2O3-ZrO2 eutectic ceramics include α-Al2O3 and metastable m-ZrO2, with t-ZrO2 as a substable phase. As laser power increases, the content of m-ZrO2 gradually decreases, and the preservation of metastable t-ZrO2 at room temperature is due to the limited energy exchange and spatial dimensions required for phase transformation within the extremely short solidification time.4) The microstructure of LPBF-produced Al2O3-ZrO2 eutectic ceramics exhibits a cellular-like structure, with the size increasing with laser power.5) Among the tested laser powers, samples fabricated under P=60 W demonstrate the optimal microhardness (17.19 GPa) and fracture toughness (6.67 MPa·m1/2).
May. 25, 2024Vol. 51 Issue 10 1002316 (2024)
Shiwen Qi, Dongdong Gu, Han Zhang, and Donghua Dai
ObjectiveThe integrated laser powder bed fusion (LPBF) forming of complex components of lightweight and high-strength aluminum alloys provides a new impetus for the development of lightweighting in the aerospace field. However, the control of the forming quality and performance of LPBF-fabricated high-strength aluminum alloys components and their applications still face bottleneck problems. On the one hand, the strengthening mechanism of Al-Si alloys is relatively simple, and the tensile strength of LPBF-fabricated Al-Si alloys is usually lower than 400 MPa, which hardly meets the high-performance requirements in the aerospace field. On the other hand, Al-Cu 2xxx alloys and Al-Zn 7xxx alloys, which are often used in conventional processing, can be heat-treated to achieve a large number of diffusely distributed nano-precipitated phases, providing an effective diffusion strengthening effect and realizing excellent mechanical properties in excess of 500 MPa. However, LPBF is a non-equilibrium melting process with cooling rates of up to 105?107 K/s owing to the transient interaction of the high-energy laser beam with the metal powder. Due to the wide solidification interval of 2xxx and 7xxx aluminum alloys, the solid-liquid coexistence time is long, and it is difficult to fill the liquid phase in time during the laser fast melting and solidification process. This easily results in solidification cracks along the grain boundaries, which greatly limits the application and development of LPBF forming with high-strength aluminum alloys. In this work, we achieved a densification of 99.5%, a tensile strength of 512.4 MPa, and an elongation of 13.3% for the specimens by optimizing the laser process parameters for LPBF forming of Al-Mg alloys modified with rare-earth elements, namely, Sc and traces of Zr. The research results can provide a reference for the integrated LPBF molding of aerospace lightweight components.MethodsAtomized prepared Al-4.2Mg-0.4Sc-0.2Zr alloy powder was used for LPBF process. First, the samples were manufactured using scanning speeds of 400, 800, 1200, and 1600 mm/s, maintaining other parameters consistent. Then, the densification behavior, metallurgical defects, and microstructure of the samples were analyzed using optical microscopy and scanning electron microscopy, respectively. The grain structure and nano-precipitated phases inside the specimens were characterized using backscattered scanning electron (BSE) microscopy. Subsequently, the samples were aging treated at a temperature of 325 °C for 4 h, and tensile tests were performed. Meanwhile, FLUENT was used to carry out the simulation of heat transfer behavior in the molten pool of the LPBF-formed rare-earth-modified high-strength aluminum alloy. Finally, laser additive manufacturing forming tests of typical components in the aerospace field were conducted.Results and DiscussionsAfter process optimization, the specimens show excellent forming quality and mechanical properties, with an optimal densification of 99.5%, tensile strength of 512.4 MPa, and elongation of 13.3%. The surface smoothness and relative density of the samples increase and then decrease with increasing scanning speed, and the samples fabricated using a scanning speed of 800 mm/s exhibit satisfactory forming quality (Figs.3?4). BSE images of the microstructure of LPBF-fabricated high strength aluminum alloy samples show that the solidification organization presents equiaxial crystal features at the melt pool boundary, whereas coarsened columnar crystals are formed in the middle of the molten pool (Fig.6). White precipitated particles with sizes ranging from 200 nm to 1 μm can be observed, and these precipitated phases are Al3(Sc,Zr) particles. The optimal tensile strength and elongation of the specimen, 512.4 MPa and 13.3%, respectively, are obtained using a laser scanning speed of 800 mm/s (Fig.7). Metallurgical defects (e.g., porosity) due to improper laser energy input are the main cause of degraded mechanical properties. Finally, two types of aerospace typical parts fabricated using the optimized process parameters of laser power of 300 W and laser scanning speed of 800 mm/s exhibit low surface roughness, of no more than 7.3 μm, and high dimensional accuracy, of less than 0.1 mm/100 mm (Table 2).ConclusionsIn this work, the laser processing parameters for LPBF of rare-earth modified high-strength aluminum alloys Al-4.2Mg-0.4Sc-0.2Zr are optimized. Combining experiments and numerical simulations, the influence mechanism of laser scanning speed on the surface quality, internal metallurgical defects, heat and mass transfer behavior of the molten pool, and distribution of nano-precipitation in the formed specimens is revealed. When the optimized laser power is 300 W and the laser scanning speed is 800 mm/s, coupled with a 325 °C/4 h aging heat treatment, the formed specimens show an optimal densification of 99.5%, tensile strength of 512.4 MPa, and elongation of 13.3%. Two types of typical complex components in the aerospace field were manufactured using the optimized processing parameters, and the maximum external size of the formed specimens reached 570 mm, with surface roughness Ra≤7.3 μm, and dimensional accuracy of less than 0.1 mm/100 mm.
May. 25, 2024Vol. 51 Issue 10 1002317 (2024)
Jianfeng Geng, Lin Wu, Pengfei Guo, Huijun Wang, Xin Lin, Yufeng Zhang, Guang Yang, and Weidong Huang
ObjectiveLaser-directed energy deposition (LDED) is an effective technique for processing Inconel 718. However, because of the overlap of cladding tracks and the stacking effect of the deposition layers with unmelted powders, the processing accuracy and surface quality of the as-deposited parts are poor; thus, subsequent substrate processing must be performed before use. Electrochemical machining (ECM) can effectively improve machining accuracy and surface quality and has a wide range of applications in the precision manufacturing of difficult-to-process metals (such as nickel-based superalloys). Therefore, ECM is used for the subsequent substrate processing of LDED-Inconel 718 components. However, the processing quality of LDED components with inhomogeneous microstructures is unclear, particularly when nonwater-based electrolytes are used. Therefore, the microstructural characteristics and dissolution behavior of the constituent phases of the LDED-Inconel 718 alloy under a pulsed current and ethylene glycol electrolyte are systematically investigated to improve the surface quality of the LDED-Inconel 718 alloy.MethodsIn this study, the LDED-Inconel 718 alloy is used as the research object. The parameters of the high-frequency narrow-pulse current with a frequency of 30?100 kHz, duty cycle of 30%?80%, and saturated NaCl glycol electrolyte are employed to perform electrolyte jet machining (EJM) experiments. The dendritic morphologies and constituent phases of the as-deposited Inconel 718 alloy and the micro-morphologies of the machined surface after the EJM experiments are characterized using scanning electron microscope (SEM). Confocal laser microscope is performed to measure the central region of the groove along the X-axis. The surface-machining quality of the groove is characterized based on the surface roughness, and the machining precision is evaluated based on the depth-to-width ratio of the groove profile.Results and DiscussionsThe results show that the microstructure of the as-deposited Inconel 718 alloy is composed of the γ matrix phase, Nb-segregated γ phase, and inter-dendritic phase (mainly the γ/Laves eutectic phase), as shown in Fig.2. At a current density of 10.50 A/cm2, the surface roughness increases with increasing pulse frequency, and the smallest surface roughness (Ra=1.562 μm) and highest machining accuracy (Fig. 5) are obtained when the pulse frequency is 30 kHz. The surface roughness first decreases and then increases with an increase in the duty cycle, whereas the machining precision is optimum when the duty cycle is 60% (Fig.7). In the direct-current mode, the surface roughness decreases with increasing current density. When the current density reaches 10.50 A/cm2, the surface quality is the best (Ra=0.526 μm). This is because a high current density can easily induce the formation of surface-supersaturated salt films and effectively inhibit selective dissolution and reduce the surface roughness. However, in terms of the machining accuracy, the processing localization in the high-frequency narrow pulse mode is better (Fig.9).ConclusionsTwo stages (transpassivation dissolution and salt film leveling stages) exist during the direct-current mode EJM process. During the first stage, the composition and structure of the transpassivation films on the surface of the Inconel 718 alloy result in a dissolution rate difference. During the second stage, the salt films on the Inconel 718 surface eliminate the difference in the dissolution rate of each phase, and a smooth surface is formed. In the pulse current model, the dissolution process is divided into transpassive dissolution, salt film leveling, and salt film vanishing stages. However, the surface quality of the alloy is poor because of the periodic on-off property of the pulse current. The current density around the edge of the groove is very low owing to the pulse current characteristics; thus, the transpassive film is difficult to break, which improves the machining accuracy.
May. 25, 2024Vol. 51 Issue 10 1002318 (2024)
Kunpeng Tan, Jiafeng Tang, Zhibin Zhao, Chenxi Wang, Xingwu Zhang, Weifeng He, and Xuefeng Chen
ObjectiveTo date, laser powder bed fusion (LPBF) is considered as the most advanced metal additive manufacturing technology. It has been widely adopted for the production of critical metal components in aerospace and healthcare industries. However, realizing quality stability and consistency is challenging because of the coupled effects of various factors during LPBF. The powder-spreading quality is a crucial characteristic of LPBF process monitoring. Defects during powder spreading can introduce defects into the formed components. In recent years, the application of computer vision in powder-spreading defect detection has shown promising results. However, the limited availability of annotated data constrains its performance. Large vision models, such as the segment anything model (SAM), exhibit remarkable generalization capabilities owing to pre-training on an extremely large dataset. This allows its transfer to various downstream tasks with minimal training data. However, owing to the lack of defect knowledge, absence of category information, and dependence on manual prompts, SAM cannot be directly applied to powder-spreading defect segmentation. This study addresses the requirements for powder-spreading defect segmentation by improving SAM, achieving excellent defect segmentation performance with minimal training samples, and exploring the potential application of large vision models in monitoring the additive manufacturing process.MethodsIn this study, the powder-spreading defect segment anything model (PSAM), based on SAM, was introduced. The overall structure of PSAM was similar to that of SAM, which consisted of an image encoder, an auto-prompt generator, and a mask decoder. Compared to the original SAM, PSAM incorporated the following improvements: To address the issue of knowledge transfer concerning SAM's pre-trained parameters, four Adapter modules were introduced into the SAM image encoder structure. These Adapter modules enabled efficient adjustment of image feature encoding. They were inserted behind the multi-head attention layer in the transformer module and comprised linear and convolutional layers. To satisfy the requirements for category information in the powder-spreading segmentation task, PSAM utilized an improved mask decoder. This decoder outputted segmentation masks that were equal to the number of categories in a single pass. Each output corresponded to a specific category-segmentation result. These outputs were then integrated to obtain a classification output. To overcome the challenges of manual prompting in industrial settings, an autoprompt generator was designed. This generator is a fully convolutional neural network with residual connections that extracts features from input images and generates prompt embeddings that can be used by a mask decoder. A combination of cross-entropy loss, focal loss, and Dice loss was used as the final loss function. Specifically, mean intersection over union (mIoU) was employed as the evaluation metric.Results and DiscussionsThis study utilizes an off-axis industrial camera to acquire powder-spreading images during the formation of several components. A subset of these images is selected for pixel-level annotation and is categorized into six classes: background, super-elevation, incomplete, hopping, streaking, and lattice. The images and their corresponding labels are organized into a dataset and are divided according to certain proportions. The model is trained using the training set, and even with only 50 training images, PSAM exhibits excellent segmentation performance. The evaluation of PSAM using the test set yields an mIoU of 65.02%, representing an improvement of 8.51 percentage points over Deeplab v3 and 5.31 percentage points over U-Net (Table 1). The limited amount of data restricts the ability of the model to perform deeper feature learning, thus hindering its capacity for richer feature representation. However, the pretrained SAM possesses strong image-feature extraction capabilities. Therefore, excellent defect segmentation performance can be realized without extensive data training. Ablation experiments are conducted to evaluate the proposed improvements. The results indicate that the introduction of the Adapter module successfully transfers feature representation capabilities, and the automatic prompting effectively guides the mask decoder's output. Compared with the original SAM, PSAM realizes an mIoU improvement of 11.33 percentage points (Table 2).ConclusionsThe design of PSAM based on SAM realizes excellent segmentation performance even with a small amount of training data. Firstly, the model achieves transferring image encoder feature extraction capabilities from natural images to powder- spreading images by introducing the Adapter modules. Second, the mask decoder is modified to output the category masks. Finally, by incorporating an auto-prompt generator to encode the input images, automatic generation of visual prompt embeddings is achieved. Large artificial intelligence (AI) models are rapidly advancing. However, owing to the unique characteristics and complex operating conditions of industrial settings, these models still face challenges in practical applications in industrial scenarios. This study provides a preliminary exploration of the application of large vision models for powder-spreading defect detection in additive manufacturing. However, the full potential of large vision models has yet to be fully realized. The outstanding feature extraction, zero-shot generalization, and multimodal knowledge fusion capabilities of these large models can provide new solutions and approaches for additive manufacturing process monitoring, which are worth further exploration in future research.
May. 25, 2024Vol. 51 Issue 10 1002319 (2024)
Huijun Wang, Pengfei Guo, Jianfeng Geng, Jianjun Xu, Xin Lin, Jun Yu, Hongbo Lan, Guang Yang, and Weidong Huang
ObjectiveNickel-based single-crystal superalloys are widely used in the manufacture of single-crystal turbine blades in the combustion chambers of aircraft engines owing to their excellent high-temperature mechanical properties. However, these components often suffer from severe damage, such as edge erosion, cracking, and pitting, owing to the harsh operating conditions, including high temperatures and pressures, requiring repairs to extend their service life. Laser additive manufacturing technology has garnered significant attention for repairing nickel-based single-crystal superalloys owing to its unique advantages, including controllable heat input, the ability to fabricate complex structures, and reparability. However, the appearance of grain defects during the repair process may lead to serious failure phenomena, such as crack propagation and component fracture, during component operation, thereby posing potential risks to the safety and reliability of aircraft engines. Therefore, this study selected a DD6 second-generation nickel-based single-crystal superalloy as the substrate material and used lasers with powers of 1200 and 1500 W to re-melt the substrate, revealing the mechanisms of stray grain formation at the fusion line, top of the molten pool, and at the intersection of the dendrites, thereby providing a theoretical basis and technical support for the laser additive repair of nickel-based single-crystal superalloys.MethodsThis study employed a DD6 nickel-based single-crystal high-temperature alloy prepared via directional solidification as an experimental substrate material. Subsequently, a laser cladding additive manufacturing device equipped with a 2 kW German Rofin fiber-coupled semiconductor laser was utilized. The process parameters included laser powers of 1200 and 1500 W, a scanning rate of 3 mm/s, and a spot diameter of 4 mm for the single-track remelting experiments on the substrate (001) crystal surface. To prevent sample oxidation during remelting, argon gas was used as a protective gas at a flow rate of 10 L/min. The dendritic morphologies of the substrate and remelted region were observed using an OLYMPUS DSX510 optical microscope. Simultaneously, scanning electron microscopy and X-ray energy-dispersive spectroscopy were employed for detailed analysis of the molten pool morphology and elemental distribution. Electron backscatter diffraction (EBSD) analysis was performed to further investigate the crystallographic properties of the specimens. The sample tilt angle was set to 70°, with a scan step size of 3 μm, using nickel as the calibration phase. HKL Channel 5 post-processing software was employed for texture and orientation deviation analysis of the samples.Results and DiscussionsThe results show that, after laser remelting, the molten pool could be divided into four regions ([001], [100], [010], and [01¯0]) based on the growth direction of the grains (Fig.3), and the primary dendrite spacing increased with increasing laser power. From the crystallographic texture characteristics of the molten pool (Fig.5), it is evident that carbides mainly occurred at the fusion line, top of the molten pool, and intersection of the turning dendrites. Carbides at the fusion line occurred owing to the local collapse of the rough growth interface, causing a deviation in the crystal growth direction. This also increased the diffusion rate of the solute atoms and enhanced the degree of undercooling at the solidification interface, providing heterogeneous nucleation sites for grain nucleation, thereby inducing carbide formation. The carbides at the top of the molten pool were caused by the columnar-to-equiaxed transition, where the numerical simulation showed that the temperature gradient gradually decreased and the solidification rate increased from the bottom to the top of the molten pool (Fig.11), promoting the columnar-to-equiaxed transition. Carbides at the intersection of turning dendrites occur because of collisions resulting from the lower temperature gradient at this location compared with adjacent areas and changes in the direction of the temperature gradient. The thermal stress numerical simulation results (Fig.12) indicate that a low laser power input effectively increases the temperature gradient and reduces the residual stress level, which is beneficial for inhibiting carbide formation in single-crystal repairs.ConclusionsThis article utilized two distinct laser powers, 1200 and 1500 W, to conduct single-track laser remelting on DD6 nickel-based single-crystal superalloys, in conjunction with numerical simulations, to investigate the mechanisms behind stray grain formation in various regions within the molten pool. The principal findings are as follows:1) Stray grains predominantly emerged in three areas: the fusion line of the molten pool, top of the molten pool, and convergence point of diverging dendrites.2) At a laser power of 1500 W, there was an increased quantity and larger size of the stray grains. No stray grains were observed at the smooth interface of the fusion line, whereas carbides formed at rough interfaces could lead to the collapse of the solid-liquid interface, causing a deviation in the dendritic growth direction and inducing stray grain formation.3) The development of stray grains at the apex of the molten pool was closely related to the temperature gradient of the molten pool and movement rate of the solid-liquid solidification interface. The minimal temperature gradient at the summit of the molten pool enhanced the likelihood of a columnar-to-equiaxed transition, fostering the generation of stray grains. Furthermore, it was discovered that a reduced laser power could increase the temperature gradient and suppress the formation of stray grains.4) The genesis of stray grains at the confluence of diverging dendrites was attributed to collisions caused by the temperature gradient at the dendrite junction, which was lower than that in the surrounding areas, coupled with a shift in the direction of the temperature gradient.
May. 25, 2024Vol. 51 Issue 10 1002320 (2024)
Enhao Feng, Rong Chen, Shixiong Di, Zhanwei Zhou, Xiaogang Yin, Nan Kang, and Xin Lin
ObjectiveSelective laser melting (SLM) technology applied to TC4 alloys is widely used in the aerospace and aircraft industries. Heat treatment is used to regulate the microstructure of selective laser-melted (SLMed) TC4 alloys, which has important implications for current industrial production. The majority of related research has focused on strengthening the mechanical properties of SLMed TC4 alloys through heat treatment. However, no systematic studies have been conducted to determine the effects of various heat treatment systems on the microstructure and tensile properties of SLMed TC4 alloys. This study investigated the effects of annealing, solid solution treatment, solid solution + aging, and other processes on the microstructure and mechanical properties of SLMed TC4 alloys, clarified the microstructural evolution mechanism of SLMed TC4 alloys under different thermal environments, and provided a reference for selecting heat-treatment systems for SLMed TC4 alloy components.MethodsThe morphology and particle size distribution of the powders are examined using scanning electron microscopy (SEM), as shown in Fig. 1. The chemical compositions of the TC4 powders is listed in Table 1. The densely SLMed TC4 alloy samples are heat-treated using an optimized process in an argon shielding chamber. Annealing, solid solution, and solid solution + aging are performed to study the effects of heat treatment. The macroscopic microstructure and fracture morphology are characterized using optical microscopy and SEM (Figs. 3?5 and 12). The grain morphology, orientation, and local misorientation of the bonding interface are characterized by electron backscatter diffraction (EBSD). The tensile tests are conducted using an electronic universal testing machine.Results and DiscussionsA dense SLMed TC4 alloy is obtained under the following conditions: 300 W laser power, 1200 mm/s scanning speed, 0.1 mm scanning pitch, and 0.06 mm layer thickness; however, a few defects are observed. The heat treatment does not significantly improve the samples' metallurgical quality (Fig. 2). The SLMed TC4 alloy samples are composed of coarse β columnar crystals. The internal structure of the columnar crystals primarily includes a large amount of fine α′ phase needle-like martensite and a small amount of β phase particles between the α stripes (Figs. 3, 4, and 8). The as-deposited specimens have an average yield strength of 1080.00 MPa, tensile strength of 1238.75 MPa, and 8.85% elongation after fracture (Table 2, Figs. 9?11). The fracture mode is a mixed ductile-brittle fracture (Fig. 12). The annealed SLMed TC4 alloy, heat-treated at 800 ℃/4 h/AC (Air cooling), has a reduced internal stress, a more uniform microstructure, and decreased tensile and yield strength to 990.00 MPa and 881.80 MPa, respectively. The elongation increased to 14.34%. The fractures show significant ductile characteristics (Fig. 12). The microstructure of the solution-treated SLMed TC4 titanium alloy heat-treated at 920 ℃/2 h reveals an interlaced basket-weave structure, with coarse α phase rods arranged in a relatively regular manner. The transformation from the α phase to the β phase is incomplete, resulting in partial α phase coarsening (Figs. 6 and 10). The yield strength is 799.40 MPa, the tensile strength is 928.40 MPa, and the elongation after the fracture is 15.62%. The solution-aged specimens heat-treated with a combination of 920 ℃/2 h/WQ (Water quenching) and 540 ℃/4 h/AC exhibit a relatively uniform distribution of the (α+β) phase, with coarse α phase laths and β phase distributed around them (Figs. 7 and 11). The yield and tensile strengths are 829.60 MPa and 954.00 MPa, respectively, and the elongation after fracture reached 15.98%. The specimens' tensile fractures exhibit significant ductile characteristics when compared to those in the annealed state, with deeper and larger dimples and smaller dimples interspersed within the larger ones. The as-deposited and heat-treated SLMed TC4 samples show no texture overall. The dislocation distribution is primarily concentrated near the grain boundaries. After annealing, the grain size decreases whereas the dislocation density increases. After solution treatment, the α phase size increases, and dislocations are primarily distributed at the grain boundaries. After solution treatment followed by aging, the dislocation density increases and the dislocations become more evenly distributed (Fig. 12).ConclusionsThis study systematically investigates the formation process, microstructure, grain texture, dislocation density, tensile properties, and fracture morphology of SLMed TC4 alloys both in the as-deposited state and after various heat treatments. The results also clarified the microstructural evolution mechanism of SLMed TC4 samples subjected to different heat treatment processes. Dense SLMed TC4 was obtained with a laser power of 300 W, scanning speed of 1200 mm/s, scanning pitch of 0.1 mm, and layer thickness of 0.06 mm, but there were a few defects. Heat treatment did not significantly improve the samples' metallurgical quality. The SLMed TC4 titanium alloy specimens consist of coarse β columnar crystals. The interiors of the columnar crystals primarily consist of a large amount of fine α′ phase needle-shaped martensite with a small amount of β phase particles between the α strips. The average yield strength of the as-deposited specimens was 1080.00 MPa, tensile strength was 1238.75 MPa, and elongation after breakage was only 8.85%, indicating a mixed ductile-brittle fracture mode. The tensile and yield strengths of the annealed samples decreased, whereas their plasticity increased. The fracture mode changed to ductile fracture. After solid solution heat treatment, the specimens exhibit α phase coarsening and form short rods with a consistent overall arrangement. The transformation from the α phase to the β phase is incomplete, with some of the α phase coarsening. Tensile and yield strength decreased further, while plasticity increased. After solid solution aging treatment, the specimens exhibited a relatively uniform distribution of the (α+β) phase, with the α phase coarsening into large laths. The β phase was distributed around the α phase and has the highest toughness. There was no texture in either the as-deposited or heat-treated specimens. The dislocation distribution was primarily focused on the interfaces between the grains. After annealing, solid-solution treatment, and solid-solution aging treatment, the dislocation density gradually increased, and the distribution became more uniform.
May. 25, 2024Vol. 51 Issue 10 1002321 (2024)
Lanyun Qin, Heda Wang, Changfu Li, Yuhang Ren, Chao Wang, and Guang Yang
ObjectiveK4169 high-temperature alloys exhibit high strength, plasticity, and heat-corrosion resistance in the middle and low-temperature ranges and are particularly suitable for manufacturing aircraft engines. The as-cast state of the K4169 alloy is prone to severe elemental segregation, resulting in deteriorated welding performance. The presence of liquation cracks in the heat-affected zone significantly reduces the safety and operational reliability of the product. To enhance the quality of repairs, laser pretreatment is employed to adjust the composition, structure, and phase distribution of the base material while reducing its strength and hardness to improve the liquation crack sensitivity of the matrix material. However, a systematic study of the pre-laser treatment process for K4169 nickel-based high-temperature alloys has not been carried out. In particular, the influence of the base material’s structure on crack initiation mechanisms is not well understood. Therefore, this study emphasizes the necessity of employing pretreatment processes to regulate the K4169 alloy base material before repair, and conducts in-depth research on the sensitivity and mechanisms of liquation cracks in the repaired specimen’s heat-affected zone. The results of this study have significant implications for the high-quality repair of nickel-based high-temperature-alloy components in aerospace.MethodsThis study employed a homogenization+solution+aging treatment and homogenization+hot isostatic pressing+solution+aging treatment on a K4169 alloy substrate prior to repair, followed by repair experiments using the laser deposition process with synchronized powder feeding for different substrate microstructures. The repaired specimens subjected to the homogenization+solution+aging treatment were denoted LDR, whereas those subjected to the homogenization+hot isostatic pressing+solution+aging treatment were denoted LDR-K9. The process parameters included a laser power of 1600 W, scanning speed of 8 mm/s, scanning speed of 1 rad/min, overlap rate of 40%, and laser diameter of 3 mm. Subsequently, the cross-sections of the heat-treated substrate and repaired specimens were ground and polished, followed by corrosion using a solution of hydrochloric acid, nitric acid, and hydrofluoric acid (80 mL HCl+7 mL HNO3+13 mL HF). The microstructures of the substrate specimen cross-sections and the distribution and characteristics of cracks in the repaired specimens were observed using an OLYMPUS GX51 optical microscope (OM) and a ZEISS Sigma300 scanning electron microscope (SEM). Energy-dispersive spectroscopy (EDS) was employed to characterize the distribution of elements in the substrate region. Phase analysis was performed using a Bruker d2-phaser X-ray diffractometer (XRD). Microhardness measurements of the repair, heat-affected, and substrate zones were conducted using an HVS-1000Z Vickers hardness tester under a 1.96 N load for 15 s. Tensile tests were performed using an INSTRON5982 universal testing machine at a strain rate of 0.5 mm/min.Results and DiscussionsThe average width of the columnar dendrites in the homogenization+solution+aging treated substrate is 123.6 μm. Under the conditions of the homogenization+hot isostatic pressing+solution+aging treatment, the as-cast columnar dendrites dissolve and transform into large equiaxed grains (Fig.4). The homogenization+solution+aging treated substrate is mainly composed of Laves phase, δ phase, and carbides, while the homogenization+hot isostatic pressing+solution+aging treated substrate is primarily composed of δ phase and carbides (Figs.5 and 6). LDR-K9 exhibits cracks distributed on one side of the substrate with an average crack length of 0.68 mm and a maximum crack length of 0.72 mm (Fig.7). In the heat-affected zone of LDR, a liquation film with a small thickness and no cracks is formed by the liquefaction of the Laves phase components (Fig.8). In the heat-affected zone of LDR-K9, the liquation film forms by the liquefaction of δ phase and a small amount of γ' phase components, with a greater thickness, and cracks present (Fig.9). Simultaneously with the liquation of phase components, the segregation of S, P, and B towards the grain boundaries lowers the solidus line, accelerating the segregation liquation and crack formation in the heat-affected zone (Fig.10). The average hardness values of the substrate and heat-affected zone in LDR are 220 HV and 210 HV, respectively, which are higher than those of LDR-K9. The content of Laves and δ phases influences the microhardness of the substrate and heat-affected zone (Fig.12). The tensile strength, yield strength, and elongation of LDR are 870.7 MPa, 618.9 MPa, and 7.7%, respectively. In contrast, the tensile and yield strengths of LDR-K9 decrease by 20.3% and 38.4%, respectively, whereas its elongation increases (Fig.14).ConclusionsCracks are present in LDR-K9, distributed on one side of the substrate, with an average crack length across the cross-section of 0.68 mm and a maximum crack length of 0.72 mm. The occurrence of liquation cracking in the heat-affected zone is closely related to the composition and grain size of the substrate. The average hardness values of the substrate and heat-affected zone in the LDR are 220 HV and 210 HV, respectively, with tensile strength, yield strength, and elongation values of 870.7 MPa, 618.9 MPa, and 7.7%, respectively. In comparison, both the substrate and the heat-affected zones in LDR-K9 exhibit lower average hardness values (210 HV and 200 HV, respectively). The content of the Laves and δ phases affects the microhardness of both the substrate and heat-affected zone. The tensile and yield strengths decrease by 20.3% and 38.4%, respectively, whereas elongation increases.
May. 25, 2024Vol. 51 Issue 10 1002322 (2024)
Wei Nie, Fencheng Liu, Wenwei Hu, Fenggang Liu, Yongxiang Geng, Hong Wang, Wanqian Hu, and Lianbo Wang
ObjectiveInconel 625 superalloy is extensively used in combustion turbines because of its superior tensile, fatigue, and creep strengths at elevated temperatures. Selective laser melting (SLM), which is one of the most promising additive manufacturing (AM) methods for high-temperature superalloys, has attracted considerable attention in many fields, including aerospace, owing to its special technical advantages. However, plastic loss occurs in the service temperature range of nickel-based superalloys, which poses a serious threat to the stability of their mechanical properties during service. To ensure the stability of SLM-fabricated Inconel 625 superalloy in high-temperature service environments, the different types of pore defects should be studied to understand the high-temperature plastic deformation behavior of this superalloy for engineering applications.MethodsDifferent types of pore defect samples are prepared by adjusting the process parameters, and the samples are subjected to room- and high-temperature tensile tests. The influence of different types of pore defects on the high-temperature plastic loss of the superalloy is analyzed using fracture and fracture longitudinal sections, and the fracture mechanism is analyzed.Results and DiscussionsWhen the laser power is set to 300 W, with increasing scanning speed, the pore defects transit from large regular circular pore defects in “key-hole” mode to small regular circular pore defects in “conduction” mode. When the scanning speed is further increased, the laser energy input decreases, and irregular pore defects with typical tip shapes are obtained (Fig.3). In the tensile test, the influence of different pore types on the room- temperature plasticity and high-temperature plasticity of the alloy becomes more apparent. Among these pore types, irregular incomplete fusion defects exert the greatest impact on plasticity, with room-temperature plasticity and high-temperature plasticity of 6.47% and 4.85%, respectively. The second most influential defects are the large circular pores in the “key-hole” mode, which exhibit room-temperature and high-temperature plasticity of 20.45% and 11.5%, respectively. However, the regular small circular pore defects produced in the “conduction” mode have the least effect on plasticity, with room-temperature plasticity of 39.19% and high-temperature plasticity of 36.84% (Fig.6). The stress–strain curve of the SLM-formed Inconel 625 alloy at high temperatures shows a significantly different trend from that at room temperature. After the alloy stress reaches its peak value, the alloy softens with an increase in strain (Fig.5). In room- and high-temperature tensile fracture surfaces, keyhole-mode pores can be observed in a small number of larger pores, which are embedded with unfused powder particles; there are a small number of secondary cracks along the outer edges of the pores, and the fracture mode is the typical brittle fracture. In the conduction-mode pores, along the outer edges, there are smaller, tough nests, which exhibit more evident ductile fracture characteristics. Irregular pores exhibit brittle fracture characteristics because of their larger number and sizes (Fig.8). The three different pore types exhibit more plastic cracks at high temperatures (Fig.9). With the movement of dislocations, the tips of the irregular pores easily cause dislocation accumulation, which affects the plastic deformation of the superalloy and leads to its rapid fracture. Compared with irregular pores, the circular pore boundary of the “key-hole” mode can reduce the degree of dislocation pile-up; therefore, the high-temperature plasticity of these pores is higher. The circular pores in the “conduction” mode are very small, and their ability to weaken the dislocation pile-up is the strongest; therefore, their high-temperature plasticity is the highest.ConclusionsThe results of static load tensile tests show that the stress-strain curves of tensile specimens with different pore types at high temperatures are obviously different from those at room temperature. After the superalloy stress reaches its peak value, the superalloy appears to soften with an increase in strain. The load fluctuates continuously and periodically in the softening stage and gradually decreases until fracture. The effects of different pore types on the high-temperature plasticity of the superalloy are significantly different; the high-temperature plasticity of the irregular pore sample is 4.85%, and those of large circular pores in the “key-hole” mode and small circular pores in the “conduction” mode are 30.69% and 36.84%, respectively. Although the high-temperature plasticity of the “conduction” mode pores is improved compared to the other types, it is still lower than that of the as-cast Inconel 625 superalloy. Therefore, it is believed that the type of pore defect does not significantly improve the high-temperature plasticity of the superalloy.
May. 25, 2024Vol. 51 Issue 10 1002323 (2024)
© Copyright 2018-2021 | Chinese Laser Press.
All Rights Reserved 沪ICP备15018463号-20